Laitteen valinta polyeteeniputkien hitsaukseen

Viime vuosina polyeteeni- (PE) -putket ovat saaneet aktiivista asemaa vesi- ja kaasuputkien markkinoilla, ja niistä tuli tosiasiallinen standardi sekä uusien ja olemassa olevien putkistojen korjaamisen että nykyaikaistamisen kannalta. Yleisin menetelmä PE-putkien asennukseen on niiden hitsaus erikoislaitteilla. Putkiliitännän luotettavuus määrää viime kädessä kaasu- tai vesijohtojärjestelmän kestävyyden kokonaisuudessaan, joten polyeteeniputkien hitsauslaitteiden valinta on tärkeä tehtävä, johon on kiinnitettävä erityistä huomiota.

piirteet
Kun valitset PE-putkien hitsaukseen tarkoitetun laitteen, sinun on oltava selvä siitä, millaista työtä tehdään sen kanssa. Halutun laitteen ominaisuudet riippuvat suurelta osin hitsausmenetelmästä, jota aiot käyttää useimmiten.
Polyeteenituotteiden juottamiseen on neljä päämenetelmää.
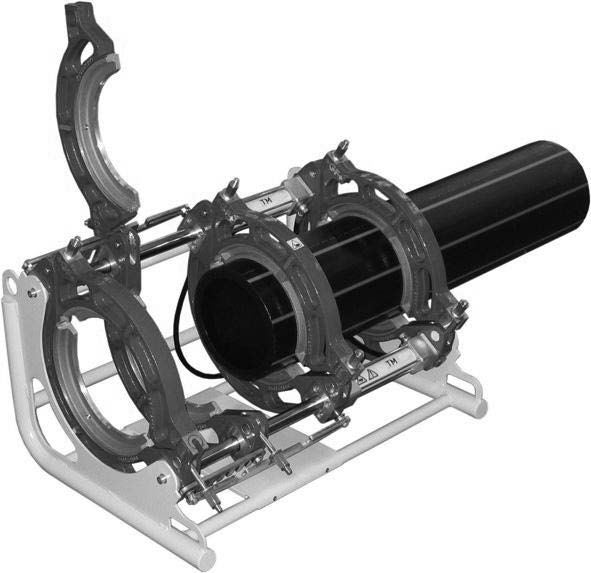
- Butt-liitos hitsaus - tämä menetelmä on yleisin, ja se perustuu lämmitettyjen putkien päiden liittämiseen toisiinsa tai varusteisiin erityisellä hitsauspeilillä. Buttiliitos mahdollistaa melko korkealaatuisen liitoksen saamisen hyväksyttävällä hinnalla, mutta menetelmä ei sovellu yhdistämään tuotteita, joiden seinämän paksuus on alle 4,5 mm. Butthitsauksen käyttö edellyttää liitettävien pintojen perusteellista puhdistusta, tuotteiden leikkaamisen mahdollisimman tarkkaa tarkkuutta ja putkien oikean paineen soveltamista niiden liittämisen aikana.
- Putken telakointi pistorasiaan (tai kytkinmenetelmä) on luotettava, mutta vähemmän yleinen ja kalliimpi menetelmä, joka perustuu tuotteiden yhdistämiseen erityisen kytkennän kautta. On myös vaihtoehtoja kytkeä suoraan kahden eri halkaisijan putken välille. Tätä menetelmää ei käytetä putkilinjojen asentamiseen ulkona.



- Sähköhitsattavat (tai termistorin) putkihitsaus - tämä menetelmä on samanlainen kuin telakointiasema pistorasiaan, mutta siinä käytetty kytkentä sisältää metallilämmityselementin, joka edistää yhtenäisten lämmitysten ja sähkökytkennän lämmittämistä. Kussakin sähkömultiplikaattorissa on erityinen viivakoodi, jossa tähän kytkentään tarvittavat sähkövirran parametrit on salattu, minkä vuoksi tämän tyyppiset laitteet on usein varustettu viivakoodinlukijalla. Termistorimenetelmä on vieläkin luotettavampi (ja kalliimpi) kuin kytkin, joten sitä käytetään lähinnä silloin, kun on tarpeen tarjota erittäin vakaa yhteys (esimerkiksi johtamalla putkistoja usein maanjäristysalueilla). Tätä menetelmää käytetään liittämään putket halkaisijaltaan 20 mm millä tahansa seinämän paksuudella, ja teknisten parametrien pitoisuuden tarkkuusvaatimukset ovat huomattavasti pienemmät kuin silloin, kun juottaminen tapahtuu.
- puristamiseen Hitsaus on menetelmä, joka on samanlainen kuin sähköhitsaus, jonka käyttämisessä kuumennettu polyeteeni syötetään erikoisuuttimen läpi hitsausalueelle, jolloin muodostuu liitos putkien välille. Saadun yhdisteen lujuus ei tavallisesti ylitä 80% polyeteenin lujuudesta, joten ekstruusiomenetelmää käytetään tavallisesti pääasiassa putkien liittämiseen muihin muovituotteisiin ja putkien, joiden halkaisija on 630 mm, asentamiseen paikkoihin, jotka eivät todennäköisesti altistu suurille kuormille.


tyypit
Kaikki polyeteenin hitsaukseen tarkoitetut laitteet koostuvat neljästä päämoduulista - generaattorista (joka yleensä toimii muuntajan tai kytkentävirtalähteen periaatteella), tehonsäätömoduulista, lämpötilan säätömoduulista ja prosessilaitteesta, jossa itse yhteysprosessi tapahtuu. Kukin edellä mainituista neljästä hitsausmenetelmästä suoritetaan käyttämällä sopivaa työkalua.

Kunkin neljän tavan olemassa olevat koneet voidaan jakaa kolmeen luokkaan automaation asteen mukaan.
- Kädessä pidettävät laitteet - ne ovat yleensä halvimpia (yksinkertaisin juotin rautaa hitsaukseen manuaalisesti kolmesta tuhatta ruplaa), mutta virheen todennäköisyys juottamisen aikana on suurempi, koska ne ovat hyvin riippuvaisia ihmisen tekijästä. Tällaisia laitteita käytetään vain pienen halkaisijan omaavien PE-putkien liittämiseen, useimmiten kotimaisissa olosuhteissa. Yleensä puskurin ja pistorasian hitsauslaitteet ovat manuaalisia, vaikkakin on myös manuaalisia suulakepuristimia. Termistorin hitsaus kädessä pidettävällä laitteella on käytännössä mahdotonta, koska kullekin sähkökytkimelle on tarpeen luoda erityinen virrankulutus.



- Puoliautomaattiset hitsauskoneet - tällaiset laitteet ovat luotettavampia ja kalliimpia kuin manuaaliset, ja operaattorin rooli niissä on syöttää kaikki tarvittavat hitsausominaisuudet (mukaan lukien seinämän paksuus ja putken halkaisija, hitsausprosessin lämpötila, lämmitysaika, paineen ja jäähdytyksen käyttö) ja prosessin ohjaus. Puoliautomaattiset yksiköt valmistetaan kaikille neljälle juottotyypille, puoliautomaattisia laitteita sähköhitsaukseen on erityisen yleisiä.



- Automaattiset koneet - tällaisissa laitteissa käyttäjä syöttää tietokoneeseen vain hitsattavien putkien perusparametrit (materiaali ja mitat), ja tietokone laskee kaikki tarvittavat ominaisuudet erikoistuneen ohjelmiston avulla ja siirtää sen koneelle, joka suorittaa kaikki myöhemmät tekniset toiminnot itsenäisesti. Henkilön tarvitsee vain syöttää tiedot oikein ja varmistaa, että laitteessa on tarpeeksi tarvikkeita. Tällaisten laitosten hinnat vaihtelevat muutamasta sadasta tuhannesta ruplaan, ja niitä käytetään minkä tahansa halkaisijan omaavien putkien hitsaukseen ja voit varmistaa yhteyden parhaan laadun.

Puoliautomaattiset laitteet jaetaan mekaaniseen ja hydrauliseen käyttölaitteeseen. Laitteissa, joissa on mekaaninen käyttö, putkien keskittämistä ja pitämistä hitsausprosessin aikana tarvittava voima luodaan käyttäjän toimesta, joten niitä käytetään vain silloin, kun työskentelee putkilla, joiden läpimitta on alle 160 mm. Hydraulinen käyttö ei vaadi voiman käyttöä käyttäjältä ja sitä käytetään minkä tahansa halkaisijan omaavien tuotteiden, mukaan lukien yli 160 mm, hitsaukseen.
Automaattiset PE-putkien hitsauskoneet on varustettu yksinomaan hydraulisella käyttölaitteella.


Hitsauskoneen toinen tärkeä ominaisuus on putkien, joita se voi liittää, halkaisija, koska PE-putkien vakiokoot ovat alueella 16 - 1600 mm. Esimerkiksi 20–32 mm: n läpimittaisia putkia käytetään yleensä vesihuollon suorittamiseen huoneistoissa, mutta pääputkilinjojen asennusta varten saatat jo tarvita laitteiston, joka pystyy juottamaan putket halkaisijaltaan 90/315 mm tai enemmän.
Suosituimmat laitteet ovat nyt yrityksiä Georg Fischer (Sveitsi), Rothenberger (Saksa), Advance Welding (Yhdistynyt kuningaskunta), Eurostandard, Technodue ja Ritmo (Italia), Dytron (Tšekki), KamiTech ja Nowatech (Puola). Venäläisiä valmistajia ovat myös polyeteenin hitsauslaitteet, esimerkiksi Volzhaninin tehdas, joka valmistaa laitteita 40-1600 mm: n halkaisijaltaan olevien tuotteiden juottamiseen.


Miten valita?
Hitsauslaitteiden valitseminen on ensinnäkin välttämätöntä ymmärtää selvästi suunnitellut tilavuusmäärät ja työolosuhteet.
- Valtava ja kallis teollisuuskone on hyödytön yksinkertaiselle putkimiehelle, ja halpa kädessä pidettävä laite ei auta yritystä, joka harjoittaa teollista korkeapainekaasuputkea.
- Jos putkilinjojen sijoittaminen ei ole millään tavalla yhteydessä työhösi, ja haluat vain korjata kodin putkiston itse, tarvitset vain hyvin yksinkertaisen käsikäyttöisen juottimen juotettavaksi, esimerkiksi Elitech SPT-800.
- Kun ostat laitteen hitsausta varten, älä unohda, että tämä menetelmä edellyttää tiukasti yhdistettävien tuotteiden päiden vertikaalista leikkaamista, joten on järkevää ostaa erityinen sähköinen poiminta hitsausyksiköllä, joka voi leikata putkia tiukasti suorassa kulmassa akselilleen.
- Jos et ole varma juottamisosaamistasi, mutta ei ole rajoitettu rahoitukseen, puoliautomaattinen kone sähkökäsittelyä varten, esimerkiksi Nowatech ZERN-800 PLUS, antaa sinulle mahdollisuuden huolehtia mahdollisesta veden tai kaasuputken läpimurasta korjauksen jälkeen.


Jos olet ammattilainen, tutki ensin huolellisesti käyttämiesi putkien ominaisuudet ja niiden toimintaedellytykset. Älä unohda kunkin menetelmän sovellettavuutta (esimerkiksi pistoshitsausta ei pidä tehdä ympäristön lämpötilassa alle 15 ja yli 45 astetta) ja lue ohjeet huolellisesti mihin tahansa laitteeseen ennen sen ostamista.
Tapauksissa, joissa ongelma loppuu lopulta puoliautomaattisen ja automaattisen valinnan välillä, muista, että puoliautomaattisen käytön asianmukainen käyttö edellyttää kokemusta kaikkien tarvittavien hitsausominaisuuksien laskemisesta käyttämällä erityisiä taulukoita ja kaavioita. Kun ostat puoliautomaattisen koneen, sinun on kiinnitettävä huomiota puunkorjuun mahdollisuuteen, jonka avulla voit tallentaa hitsausasetukset samoissa olosuhteissa (esimerkiksi käyttämällä samoja varusteita), mikä säästää aikaa, kun suoritat usein samanlaista työtä.
Joissakin puoliautomaattisissa laitteissa ei ole sisäänrakennettua kirjautumistoimintoa, mutta voit liittää siihen ulkoisen laitteen.

Jos sinun on työskenneltävä korkean paineen pääkaasu- tai öljyputkella, paras vaihtoehto olisi automaattinen sähkökone, esimerkiksi Georg Fischer MSA -sarja.
On tärkeää muistaa, että lämmönkestävyyden hitsauksen tehokkuus riippuu usein enemmän käytettyjen kytkentälaitteiden laadusta kuin käytettyjen koneen parametreista, joten koskaan säästää tarvikkeisiin.


Kun rahoitussuunnittelu ei unohda, että laitteiden kustannusten lisäksi on otettava huomioon kulutushyödykkeiden kustannukset, koska sähköisen fuusiointimenetelmän käyttö putkilinjan asentamiseksi suurella määrällä liitäntöjä voi lisätä merkittävästi työn kustannuksia, kun kyseessä on tynnyri- tai pistorasitus.
Jos et aio käyttää laitetta säännöllisesti, voit käyttää monien polyeteenin juottolaitteita myyvien yritysten tarjoamaa vuokrauspalvelua.

Muoviputkien juottamistekniikka löytyy alla olevasta videosta.













