Miten juotetaan polypropeeniputkia?

Polymeerituotteita käytetään monilla alueilla. Muovikuppi, pyykkikori, lämpöpatterit - kaikki valmistetaan polymeerien perusteella.
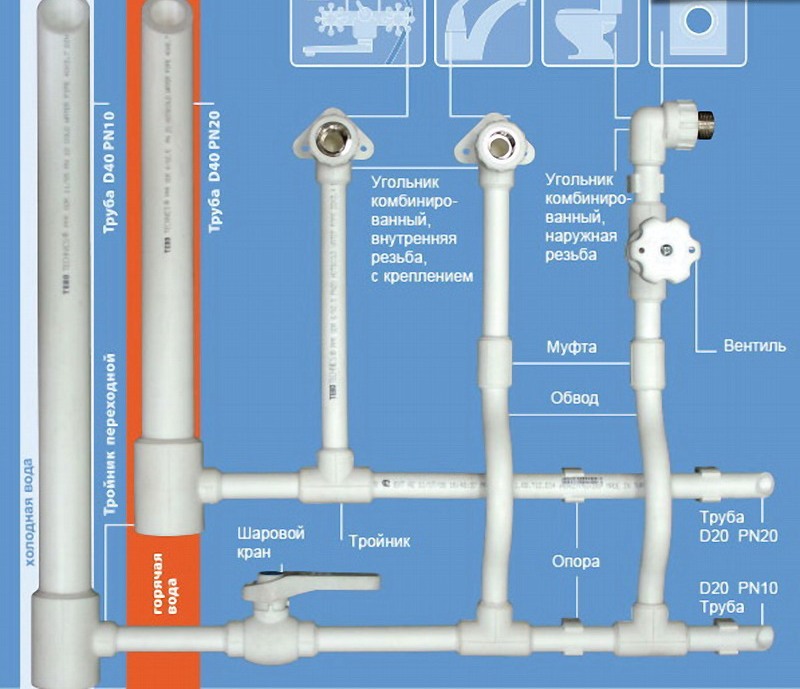
Polypropeenia pidetään universaalina. Tästä materiaalista valmistettuja putkia käytetään putkilinjan, lattialämmitysjärjestelmän, talon tuuletuksen asentamiseen. Asennustekniikka ei vaadi erityisosaamista. Ymmärrä polypropeeniputkien juottaminen, voit itsenäisesti puolen tunnin kuluttua.


piirteet
Polypropeeni on synteettinen polymeeri, jolla on korkeat fysikomekaaniset ominaisuudet. Se on sekä kestävä, joustava että vastustuskykyinen negatiivisille vaikutuksille. Hän ei pelkää iskuja, lämpötilan putoamista, kemiaa. Tällaisilla ominaisuuksilla on vaikea uskoa, että lähin sukulainen polypropeenista on polyeteeni.
Propeenin polymerointimenetelmällä saatu materiaali. Jotta lujuusominaisuudet olisivat, raaka-aineisiin lisätään katalyyttejä. Aineiden kemiallisen reaktion tuote on valkoinen jauhe tai värilliset rakeet.


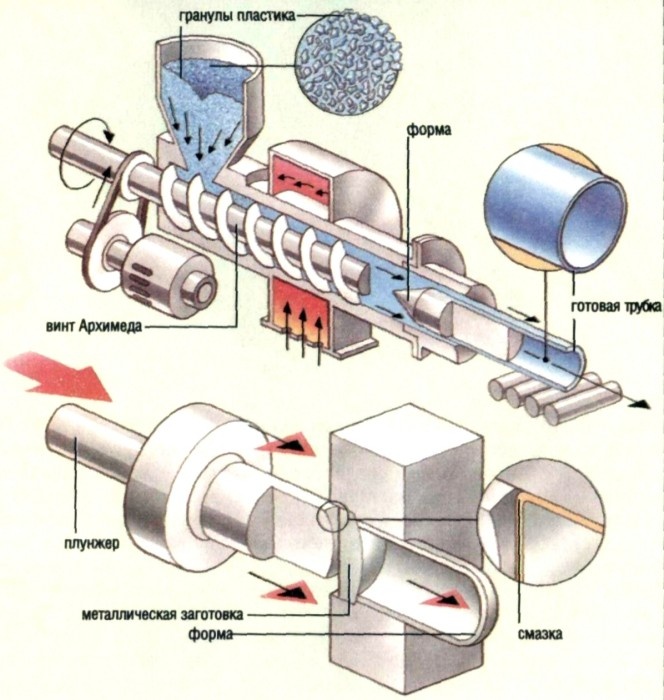
Granuloitu tai jauhemainen polypropeeni syötetään tuotantoon, joka tapahtuu kuudessa vaiheessa:
- Puristamista. Ensimmäinen raaka-aine menee suulakepuristimeen. Tämän laitteen sisällä rakeet pehmenevät ja niistä tulee muovimassa. Kiinteän materiaalin muuttamiseksi haihtuvaksi massaksi se kuumennetaan 250 ° C: seen. Valkoisia putkia varten raaka-aineita käytetään puhtaassa muodossa. Jos tarvitset värillisiä tuotteita, lisää halutun sävyn väriaineet suulakepuristimeen. Pigmentin lisääminen ei vaikuta tuotteen laatuun.
- Laudaksi. Seuraavassa vaiheessa massa profiloidaan. Ekstruuderi "puristaa" putken aihioita. Standardin mukaan putken halkaisija on 16, 20, 25, 30, 40, 50, 62, 75, 90, 110 mm talossa työskentelyyn. Maanalaisia töitä varten (tiedonsiirto) on käytettävä suurikokoisia tuotteita - jopa 120 cm.

- Karkaisu. Kuumailma kylmällä vedellä jäähdytettynä. Tätä tuotetta upotetaan jäähdytyskylpyyn.
- Suojakerroksen käyttö. Kovettuneet putket kulkevat laitteiden läpi, jotka “kietovat” tuotteen ohueksi suojakalvoksi. Tämä kalvokalvo. Se auttaa pitämään materiaalit sopiviksi pitkän varastoinnin jälkeen. Ennen asennusta kalvo on poistettava.
- Merkintä. Perusinformaatio levitetään folioon. Siinä voit välittömästi määrittää, mihin toimiin tämä tai tällainen putki on tarkoitettu.
- Halkaisu. Tämä on viimeinen tuotantovaihe. Leikatut tuotteet tulevat varastoon pakkaamista ja varastointia varten.



Samoista raaka-aineista valmistetut pienet ja muotoiset osat (esimerkiksi putkien liitososat) valmistetaan samalla tavalla. Ekstruuderin jälkeen nestemäinen massa syötetään muottiin, jossa monimutkaisen muodon yksityiskohdat valetaan. Niitä ei tarvitse leikata. Pienet palaset tehdään välittömästi kappaleen avulla.
Vahvistettujen putkien tuotanto on hieman monimutkaisempaa. Se merkitsee kestävämpää materiaalia olevan välikerroksen tai ulkokerroksen. Tämä kerros on välttämätön venytyksen vähentämiseksi lämpötilojen kasvaessa.
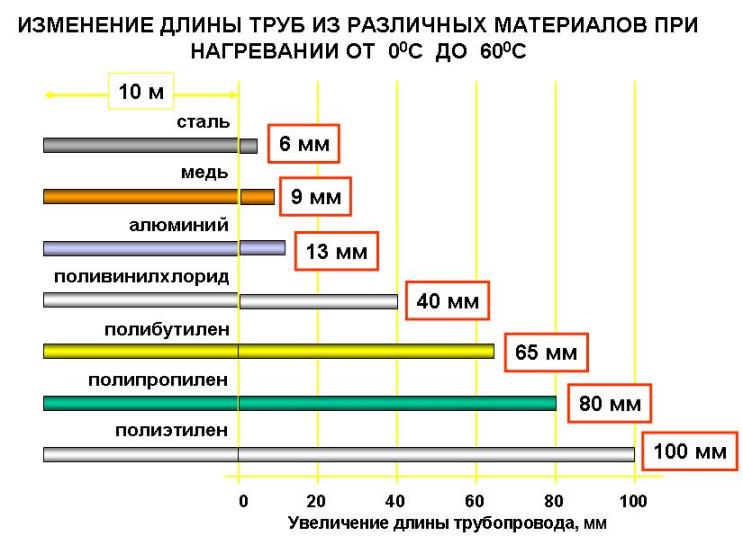
Koska polypropeeni on lähellä polyeteeniä - venytys- ja muoviainetta, sillä on myös ominai- suus lisätä ja pienentää kokoa lämpötilan muutoksina. Alhaisella materiaalilla puristetaan, korkea, se venytetään.

Polypropeenimateriaalien venytyssuhde on merkittävä. Täten 10 m pitkä putki 95-100 ° C: n lämpötilassa voi venyttää 150 mm. Tämä on erittäin tärkeää apuohjelmille, joissa käytetään propeenista valmistettuja osia.
Venyttäminen on vaarallista, koska putki ei ole enää yhtä voimakas kuin ennen lämpötilan muutoksia.Siksi se on estettävä kaikissa järjestelmissä, joissa tuotteen enimmäislämmityslämpötila on yli 90 ° C.
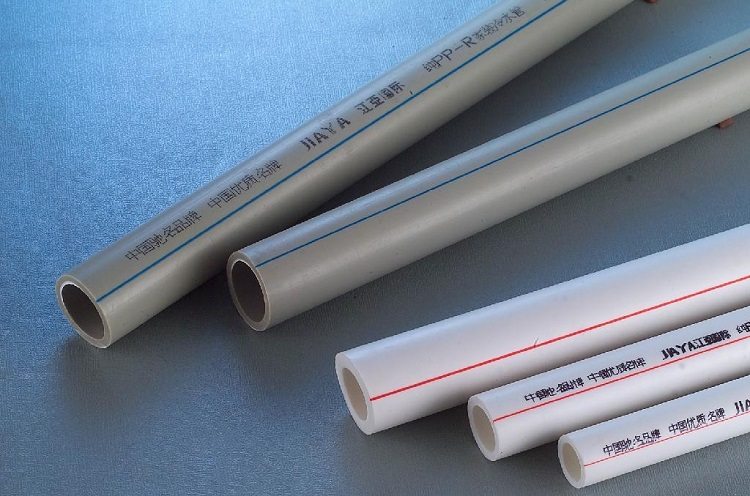
Polypropeeniputkien laajuus määräytyy niiden paksuuden mukaan: mitä paksumpi ne ovat, sitä vahvempia. Mitä vahvempi - sitä suurempi mekaaninen ja fyysinen rasitus kestää. Mitä "kovempia" putkia on käytössä, sitä laajempi käyttöalue.
Valmistajat tuottavat kahdenlaisia tuotteita: ohutseinäisiä ja paksuseinäisiä.

Ohutseinäisiä putkia harkitaan merkinnöillä PN10 ja PN16. PN10 kestää lämpötilan laskua jopa 45 ° C: seen ja paineeseen, joka on enintään 10 atm. Seinämän paksuus - 0,9-1 mm. Niiden soveltamisalaa rajoittaa voimakkaasti tekniset ominaisuudet, joten ne ovat halvimmat. Niitä tulee käyttää korkeissa lämpötiloissa.
PN16 kestää kuumennusta 60 ° C: seen ja paineeseen jopa 16 atm. Seinät ovat paljon paksumpia - 15 mm. Samalla tällaisella putkella on erottuva piirre, joka vaikeuttaa materiaalin käyttöä monilla alueilla. Tämä on suuri ulottuvuus yli 60 ° C: n lämpötiloissa. Lähes kaikissa lämmitysjärjestelmissä, joissa putkia käytetään usein, lämpötila on tämän arvon yläpuolella.
Paksu-seinät ovat kaikki merkit alkaen PN20. Tämä on vakava laite, jonka paksut, kiinteät seinät ovat jopa 21 mm. Se on yleinen kaikenlaista työtä varten.


Paksuseinäiset putket on vahvistettu ja vahvistamatta.
Vahvistava kerros sijaitsee putken sisällä, propeenin kerrosten tai tuotteen ulkopuolella, kuten kuori. Se suojaa polymeerituotteita venymästä korkeissa lämpötiloissa.
Valmistettu eri materiaaleista:
- lasikuitu;
- folio;
- polyeteeni;
- alumiinia.
Putket, joissa ei ole vahvistusta ja lasikuituvahvistekerrosta, ovat helpoin asentaa. Ne sulavat hyvin ja liitetään liittimiin ilman esteitä. Yhteys on luotettava.


Alumiini- ja kalvoputkia on vaikeampi työskennellä. Jos alumiini on polypropeenikerroksen ulkopuolella, se on rajattava yhdistävän solmun koko leveydelle. Ilman strippausta juotos on mahdotonta. Alumiinin suojauksen vuoksi propeenin sulaminen ei ole mahdollista, mikä tarkoittaa, että ei ole korkealaatuista yhdistettä.
Putken puhdistamiseen tarvitaan erikoistyökalu putkiin, joissa on alumiinivahviste. Tämä prosessi on pitkä ja työläs, varsinkin kun tuotteen halkaisija on suuri.


Jos alumiinikerros on propeeniputken sisällä, puhdistus on vielä vaikeampaa. Mutta se on välttämätöntä. Asennettaessa propeenin sisä- ja ulkokerrokset on sulatettava yhteen ja “juotettava” alumiini, jotta siihen ei pääse vettä.
Alumiini ei ruostu, mutta jos vesi pääsee kerrosten väliin, putki voi räjähtää.
Yhdistetyt tuotteet ja putket, joissa on alumiinilevy tuotteen sisällä, on vaikein asentaa, mutta ei tehokkain.


Plussat ja haitat
Materiaalilla on muutamia etuja:
- Suhteellisen kevyt. Polypropeeniputket painavat 9 kertaa vähemmän kuin metalli. Niitä on helpompi kuljettaa ja koota.
- Yhden putken hinta 4 m - 30-110 ruplaan.
- Asennus ei vaadi ammattitaitoa. Varaosia on syytä työskennellä, mutta se ei vie paljon aikaa.
- Putkilinjan osien luotettava ja tiukka liitäntä ja muu muotoilu. Se on juottamalla. Liitokset on suojattu vedeltä ja vuotoilta ja ne ovat yhtä vahvat kuin itse putki.
- Materiaali voidaan käsitellä. Voit tehdä suoria ja vinoja leikkauksia, leikata ne 1 cm leveiksi ja haluttuiksi pituuksiksi. Tämä on kätevää, kun putket on asennettava vaikeasti saavutettavissa oleviin paikkoihin.


- Materiaali täyttää GOST: n vaatimukset. Tuotettaessa materiaaleja, jotka saattavat olla kosketuksissa juomaveden kanssa.
- Tekniset ominaisuudet täyttävät SNiP: n vaatimukset putkien asennuksessa eri käyttöolosuhteissa. Oletetaan, että asennus tapahtuu maan ulkopuolella ja sen ulkopuolella.
- Polypropeeni ei ruostu. Koostumuksessa ei ole aineita, jotka ovat syövyttäviä.
- Tuotteita ei tarvitse maalata. Niissä on jo valkoinen tai muu väri ja puolihimmeä pinta. Väriaine lisätään raaka-aineisiin ensimmäisessä tuotantovaiheessa, joten pigmentti on kiinteästi kiinnitetty. 10 vuoden käytön jälkeen tuotteella on sama väri.


- Jokaisesta tehtävästä - oma ratkaisu. Jos haluat pitää kylmää vettä, on PN10, kiehuvaa vettä - PN25.
- Vesi virtaa hiljaa putkien läpi. Hiljaisuus johtuu materiaalin paksuudesta ja tiheydestä.
- Putken sisäpuolella ei näy sedimenttiä vesivirrasta.
- Käyttöikä - jopa 50 vuotta.
- Jätevapaa käyttö. Putkien jäänteistä voit tehdä hyödyllisiä ja kauniita asioita kotiin ja elämään.

Mutta on vielä haittoja:
- Putket ovat venyviä korkeissa lämpötiloissa. Jopa vahvistettu.
- Tuotteita ei voi taivuttaa. Putken suunnan muuttamiseksi (käännä kulma alas ja alas) on käytettävä varusteita.
- Juotos vaatii erikoistyökaluja.
- Putken pinnalla voi olla naarmuja mekaanisista vaurioista. Rehellisyys ei ole haitallista, mutta ulkonäkö kärsii.
- Vahvistetut putket edellyttävät valmistusta ennen juottamista. Vain lasikuidulla varustettuja tuotteita voidaan juottaa välittömästi, ja alumiini ja folio on puhdistettava.



Mistä hakea?
Polypropeeniputket - monitoiminen asia kotitaloudessa.
Tässä muutamia niistä:
- LVI-järjestelmä. Kylmän veden syöttämiseksi sopiva, vahvistamaton ohutseinäinen tai paksuseinäinen putki. Se on halpa, helppo asentaa, selviää veden kuljettamisesta jopa 45 astetta.
- Kuuman veden järjestelmä. NP20- tai NP25-merkinnällä varustetut putket voivat toimittaa kiehuvaa vettä turvallisesti. Propyleeni alkaa sulaa vain 170 asteessa.


- Keskitetty lämmitysjärjestelmä mökissä, talossa tai mökissä. Voit tehdä tämän valitsemalla suuren läpimittaisen putken lasikuidulla. Ne ovat luotettavia eivätkä edellytä monimutkaista irrotusta. Tällaisten putkien juottaminen kulkee paukulla. Lasikuituputkien lämpöjohtava laajennus on 10 kertaa vähemmän kuin ilman sitä - vain 1,5 cm, minkä vuoksi putket eivät kaadu ja eivät muodosta.
- Veden lattialämmitys. Jos putkilinjoista ei ole tarpeeksi lämpöä kuumalla vedellä, ne asentavat lattialämmitysjärjestelmän. Tällaisen lattian haittana on se, että putkea ei voi rullaa pienellä askeleella. Plus - järjestelmän ylläpitokustannukset ja käyttöikä. Lämmitetyn lattian käyttöikä on noin 50 vuotta. Samalla järjestelmä voidaan asentaa suoraan lattiapinnoitteeseen.

- Apujärjestelmät: ilmanvaihto ja jätevesi.
- Aita maassa. Se ei suojaa kutsumattomia vieraita vastaan, mutta se voi rajata alueen naapureineen. Suojelluilla esikaupunkialueilla on yksi yksinkertaisimmista ja budjettivaihtoehdoista.
- Kasvihuone tai kasvihuone. Putket ovat kestäviä ja sietävät lumikuormitusta talvella. Näistä on kätevää koota yksinkertainen kasvihuone 1,5-2 m pitkä.
- Porrastettu kukkapenkki puutarhakasveille.
- Gazebo ja puutarhakalusteet. Tuolit, tulipesät, markiisit, kannettavat pöydät, lepotuolit.





- Kotitaloustavarat. Hyödyllisiä asioita voidaan tehdä salista, parvekkeesta, autotallista, työpajasta, lastenhuoneesta. Teinien, kytkentöjen ja putkipalojen avulla kootaan kaikki geometrisen muodon kohteet - kenkäteline, kukkajalusta, pyykkipusero, kuivausrumpu tai roska. Kaikki tämä riittää fantasiaa ja materiaalin jäänteitä. Pienille lapsille on kätevää kerätä leikkipaikkoja, keinut ja taloja. Jos lisäät verkon, saat erinomaiset portit lasten jalkapallolle.
- Sisustuksen elementit. Kulmien ja sovittimien avulla voit koota kirjahyllyn loft-tyylillä. Lyhyet, eri halkaisijaltaan suuret romut luovat valokuvakehyksen tai peilin, lamput, kukkaruukut ja maljakot.


Mitä tarvitaan?
Kun työskentelet polypropeeniputkien kanssa, tarvitaan useita työkaluryhmiä.
Ensimmäinen ryhmä on tarpeen mittauksiin. Se sisältää rulettia, hallitsijoita, markkereita, rakennustasoja. Monimutkaisissa tapauksissa on tarpeen käyttää matemaattisia laskelmia.Esimerkiksi, kun käytetään propeeniputkia veden syöttämiseksi lähteestä ulkopuolelle taloon.
Piirustus- ja mittaustyökalujen lisäksi tarvitset alkoholin ja puuvillakankaiden leikkaamista. Niitä tarvitaan putkien pinnan rasvanpoistoon. Rasvattomilla pinnoilla on parempi sijoittaa ja se on helpompi juottaa.
Toinen laitteiden ryhmä on tarpeen leikkaamiseksi. Yhden putken pituus on keskimäärin 4 metriä. Sieltä täytyy leikata lyhyitä fragmentteja, säätämällä ne sen paikan kokoon, jossa putket asennetaan.

Putken leikkaamista romumateriaaleilla ei suositella. Se on pitkä, hankalaa ja leikkaus on huonolaatuista. Sen reuna "lentää", osoittautuu sorteilla. Se on puhdistettava hiekkapaperilla tai leikattava ohuella veitsellä.
Työkalut yhdelle leikkaukselle (voidaan leikata 1-2 fragmenttia, kun toiset eivät olleet käsillä):
- vannesahan;
- pistosahat;
- Saw-Bulgaria;
- terävöittävä veitsi.
Propyleeni on pehmeä, joten nämä työkalut tekevät työtä. Jos niitä on käytettävä muiden puuttuessa, on tärkeää ottaa huomioon, että leikkaus on epätasainen, ja sirut tulevat putken sisään. Tämä siru on poistettava niin, että se ei kulje vesijärjestelmän tai lattialämmitysjärjestelmän läpi.



Sähkölaitteet (palapeli, saha) vaativat tarkkuutta. On tarpeen säätää voimaa, jolla putken paine tapahtuu, ja kierrä putkea useita kertoja leikkauksen aikana. Tämä auttaa leikkaamaan suoran ja ei kulman.
Näitä työkaluja on käytettävä oikein - älä leikkaa, vaan yritä kiinnittää tuote paikoilleen ja paina työkalua alas. Tässä tapauksessa leikkaus on niin lähellä ideaa kuin mahdollista, ja sirut ovat pienempiä. Tämä menetelmä soveltuu kuitenkin vain ohutseinäisille ja pienikokoisille putkille. Vahvistetuilla tuotteilla on pintakäsittely.
Työkalut korkealaatuisiin putkien leikkaamiseen:
- erityiset sakset muoviputkille, mukaan lukien propyleeni;
- rullan putkileikkuri;
- sähköinen putkileikkuri;
- giljotiini-putkileikkuri.



Putkisakset ovat täysin toisin kuin tavalliset. Terävä terä on kiinnitetty vain yhdelle puolelle. Toisen sijasta on laaja metallialusta. Pohjan sisällä on ura. Reunan terävä reuna tulee tähän uraan, kun leikataan muovia. Putken reuna on sileä ja sopii asennettavaksi.
Tällaisten saksien kanssa työskentelemiseen tarvitaan vain lihasten voimaa. Putken leikkaamiseksi sinun täytyy sulkea saksien kahvat muovin läpi kulkevaan terään.
Näiden saksien etuna on, että ne ovat kevyitä, halpoja, helposti siirrettäviä paikasta toiseen. Haittapuolena on, että terän ja alustan välistä etäisyyttä ei voida lisätä. Vain ohut putket (enintään 45 mm) kulkevat siihen.
Suuren halkaisijan omaavia tuotteita (jätevedelle, lämmitykselle) ei voi leikata käsin.


Jotkut mestarit pitävät myös haittana, että välineen tehokkuus liittyy suoraan fyysiseen ponnistukseen.
Rullan putkileikkuri on päinvastoin keskittynyt suuriin halkaisijoihin. Ulkoisesti se näyttää puristimelta. Leikkuuterä sijaitsee kiristimen päässä.
Vielä helpompi kuvitella tämä työkalu, jos muistamme käsikoneen valssauspurkkeja varten. Kiinnike asennetaan putkeen ja kiristetään pultilla. On tärkeää olla vetämättä, jotta tuote ei mene halkeamiin. Tämän jälkeen sinun täytyy ottaa terän kahva ja kiertää sitä myötäpäivään. Tuloksena on pyöreä leikkaus, jossa on sileä reuna.
Työkalun etuna on kätevä käyttö ja laadukas tulos. Koko ja paino on suurempi kuin sakset. Toimintaperiaatteella on myös fyysistä vaivaa.


Sähkömoottorikäyttöinen sähköinen (tai akku) putkileikkuri. Hän selviytyy nopeasti ja vaivattomasti. Tuotteen halkaisija on kuitenkin myös rajoitettu, kuten käsikäyttöisillä saksilla.
Guillotine-putkileikkuri viittaa käsityökaluihin.Sen muotoilu poikkeaa pohjimmiltaan saksista ja putkileikkureista, ja mahdollisuudet ovat hieman suuremmat. Ne voivat leikata halkaisijaltaan 5–35 cm putkia, mutta putkea ei tarvitse kiinnittää puristimilla. Leikkaus on sileä ilman muovisen halkeilun vaaraa.
Ei ole suositeltavaa käyttää "pyöreitä" ja nauha-sahoja. Ne ovat vaarallisia putken eheydelle sisäpuolelta ja ihmisiltä.
Kolmas työkalujen ryhmä on hyödyllinen putkien poistamiseen.
Se sisältää vain kaksi työkalua, mutta ne ovat erittäin tärkeitä:
- Litteä reikäkauhat;
- kalibraattori.



Faserin tarkoituksena on poistaa muovin reuna ja yläkerros leikattujen putkien ympärillä. Tämä parantaa juottamisen laatua.
Kiinnittimet ovat halkaisijaltaan erilaisia. Ne ovat myös mekaanisia ja automaattisia. Työkalu ei ole yleinen, joten on tärkeää, ettei ominaisuuksia menetetä.
Kalibraattoria tarvitaan vahvistettujen putkien käsittelyyn. Käytä sitä alumiinikerroksen tai -kalvon poistamiseen. Hän pystyy myös poistamaan leikkauksen säröt ja epäsäännöllisyydet. Jotkut kalibraattorit voivat suorittaa phaserin toiminnot.
Kalibraattorin hyödyllinen tehtävä on palauttaa täysin pyöreä muoto leikkaukseen, jos putki on hieman rypistynyt leikkauksen aikana.
Näiden työkalujen pääasiallisena haittana on, että kullekin halkaisijalle tarvitaan oma kalibraattori ja faskosimitel.


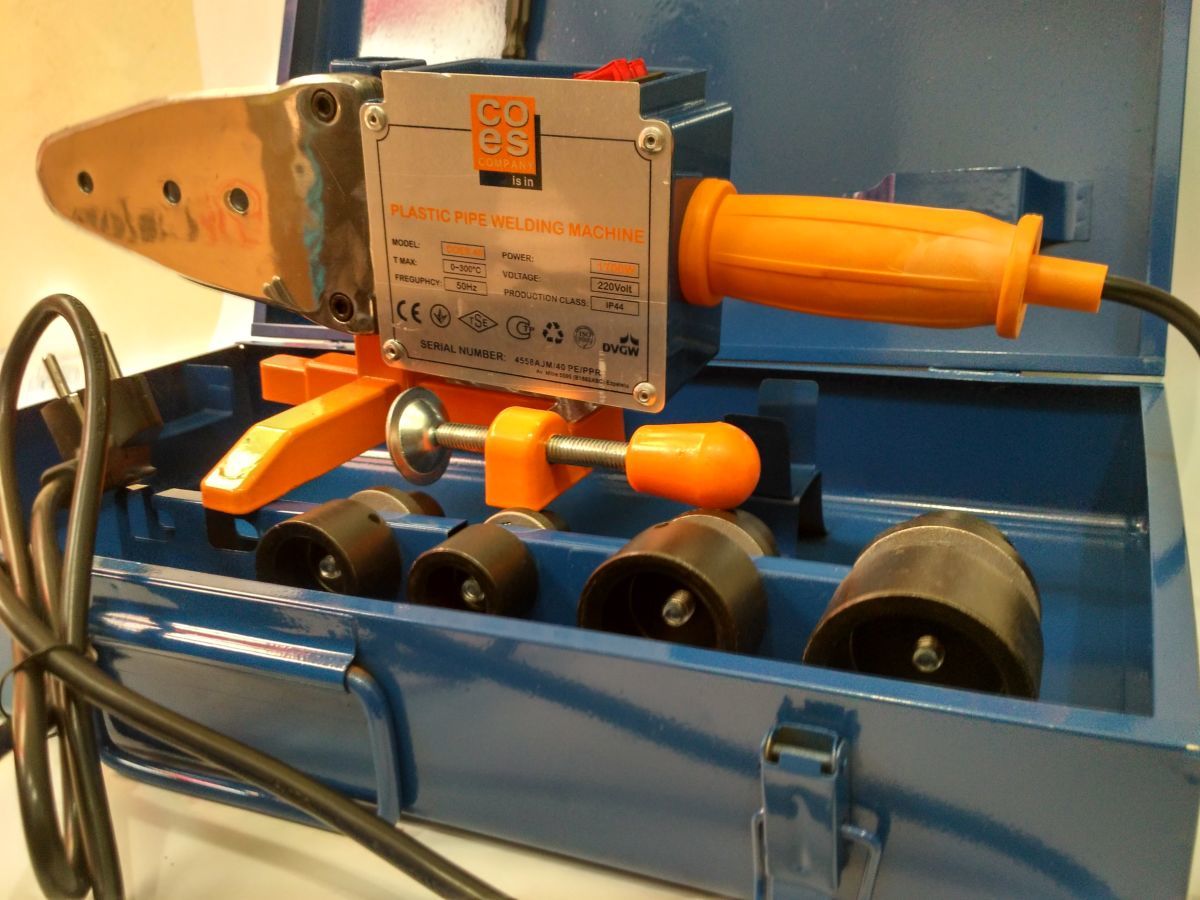
Neljäs ryhmä laitteita, joita tarvitaan itse asiassa juottamiseen. Putkien hitsaus tai juottaminen suoritetaan juottimella, jossa on vaihdettavat suuttimet. Työskentely tällä laitteella edellyttää varovaisuutta ja turvallisuutta.
Koska juotin kuumenee korkeassa lämpötilassa, on olemassa vaara saada palovammoja työskennellessäsi. Juottamista koskevassa ostoslistassa pitäisi ensinnäkin olla hyvä tiukka käsine, mieluiten kuumuutta kestävä pinnoite.
Mukana toimitettava juotin on vaihdettava suutin eri läpimittaisia putkia varten. Voit vaihtaa suuttimen kuusiokoloavaimella.
Lämpötilan säätökytkin sijaitsee kotelon sivussa tai yläosassa. Minkä tahansa juotinliitäntään on liitetty käyttöohje, jossa on yksityiskohtainen kuvaus laitteesta ja kaikki siihen tehtävät käsittelyt.

opetus
Yleensä ammattikäyttöön tarkoitetun putken hitsauksen kannalta on yksinkertaista: lämmitetty, kytketty, kiinteä. Avainsana tässä on ammattilainen. Aloitteleville ammattilaisille ja yksinkertaisesti kodikkaille isännille menettely koostuu useammasta vaiheesta. Niiden toteuttaminen on vaikeampaa.
Hitsauksessa on kaksi tapaa - päähän ja pistorasiaan.
Kun putken kaksi osaa ovat tukiniveliä, muita osia ei käytetä. Pienemmän halkaisijan omaava putki työnnetään suurempaan halkaisijaan. Tämä on helpoin, mutta ei tehokkain tapa. Näin ollen on vaikea yhdistää putkenvalssausta, jos se ei mene vain suorassa linjassa.
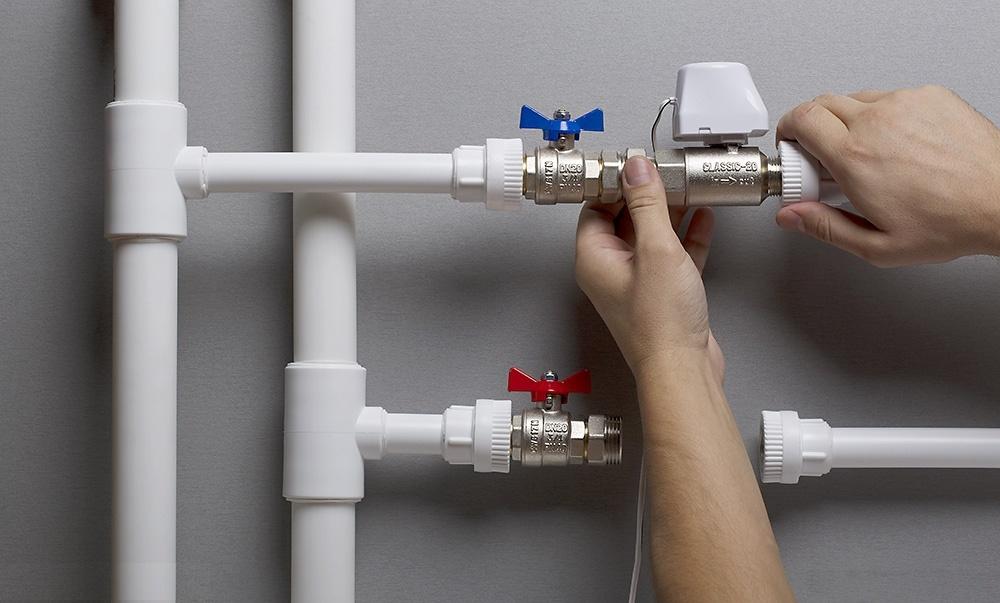
Pistokkeen menetelmä on paljon luotettavampi. Se sisältää osien liittämisen eri kokoonpanojen mukaisilla liitososilla. Varusteiden avulla voit helposti muuttaa putkilinjan suuntaa, tehdä haarautumis- ja monimutkaisia vesijärjestelmiä.

Kummassakin tapauksessa hitsaus tai juotto on kahden lämmitetyn osan telakointi. Koska molempien päiden osat ovat pehmeitä ja joustavia muodonmuutoksia varten, diffuusio tapahtuu (materiaalien keskinäinen tunkeutuminen). Muodostuu kiinteä yhteys. Sen ominaisuuksien mukaan risteyksessä oleva putki ei eroa tehtaan propeenituotteen ominaisuuksista.
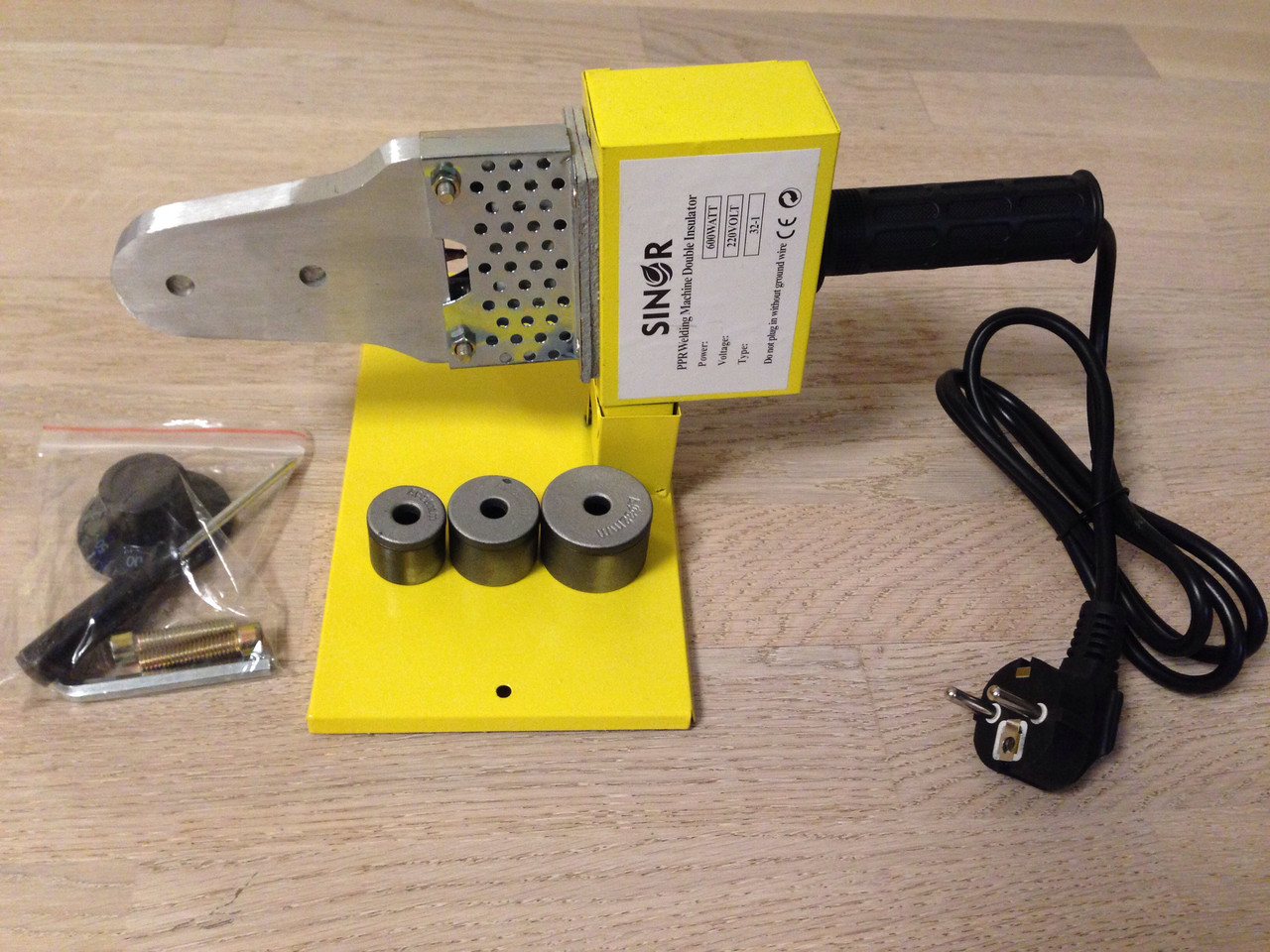
PP-putkille on olemassa useita malleja juottimista, mutta niiden rakenne on sama:
- Asumiseen. Siinä on vakaa alaosa, jalusta ja kahva.
- Lämmityselementti Lämmityksen maksimilämpötila on 260 astetta. Yläpuolella on suojakansi.
- Lämpötilansäädin. Voi olla mekaanisia tai elektronisia. On valoilmaisimia.


- Joukko eri läpimittaisia suuttimia. Osa suuttimista on suunniteltu putkiin, osiin liittimiin. Suuttimissa on teflonpinnoite. Se takaa tasaisen polypropeeniosien lämmityksen ja helpon puhdistuksen.
Juottimien tyypit eroavat lämmityselementin tai kärjen muodosta. Kaksi tyyppiä ovat suosittuja: "rauta" ja "sauva".
Rod-juotosrauda esiintyi aikaisemmin. Hänen pistonsa on sylinteri, jonka halkaisija on useita senttejä. Sylinterissä on kiinteä suutin. Toisaalta se on sovitettu putken lämmittämiseen, toisaalta asennusta varten.


Asennus lämmitetään sisältä. Se laitetaan suuttimen päälle. Putki puolestaan lämpenee ulkona. Se asetetaan suuttimen reikään.
Lämpötilan vaikutuksesta tehdyn työn aikana suuttimien kiinnitys sauvaan voi muuttua ”löysäksi”. Heidän täytyy kiertää, joten tangon juotin on vähemmän kätevä kuin raudan muodossa.
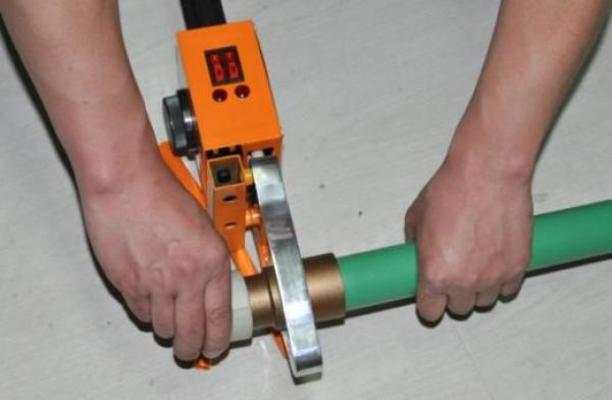
Rautarauta edustaa pystysuoraa levyä, jossa on kolme aukkoa suuttimien asennusta varten. Levyn paksuus vaihtelee muutaman senttimetrin sisällä. Hänen "nenä" on terävä, ja koko levy muistuttaa rautapohjaa, joka sijaitsee pystysuunnassa. Tästä syystä tämäntyyppisen pistoksen nimi.

Toisaalta putkien suuttimet on kiinnitetty toisiinsa liittimiin. Juottamisprosessissa ne eivät irtoa, mikä on paljon helpompaa kuin sauva.
Myös vasemman suuttimen reunan ja oikean suuttimen reunan leveys on pienempi kuin juotinvarrella, joten se on helpompi työskennellä vaikeasti saavutettavissa paikoissa.
Tärkeä rooli on eri läpimittaisten suuttimien lukumäärällä ja niiden pinnoitteen laadulla. Mitä suurempi alue on, sitä enemmän putkityyppejä voidaan käyttää LVI-töissä.
Vakiona 3 tai 4 suutinta. Kotikäyttöön tämä riittää. Ammattikäyttöön on kuitenkin hankittava muutama lajike.

Jopa juotin valinnassa on otettava huomioon työkalun teho. Sen valitseminen periaatteen "tehokkaampi, tehokkaampi" perusteella on väärin. Tällainen työkalu tuhoaa vain energiaa eikä paranna työn tulosta.
Jotta voit valita juottimen erityistarpeisiin, on olemassa yksinkertainen sääntö. Putken halkaisija (millimetreinä) on kerrottava 10 wattilla. Tuloksena oleva numero on vaadittu teho. Kun työskentelet eri läpimittojen ja polypropeenin tuotteiden kanssa, sinun on keskityttävä suurimpaan.
PP-putkien sulamismenetelmä ei ole vaikeaa. Mutta niiden kanssa työskentelyssä on saalis: on mahdotonta määrittää juottamisen laatua välittömästi. Kaikki viat ja vuotot voidaan havaita vain putkilinjan käytön aikana. Siksi on tärkeää tutkia etukäteen työn vivahteita ja juottaa putkijärjestelmä oikein.


Yksityiskohtaiset ohjeet aloittelijoille:
- Pyyhi juotoskärjen kärjet puhtaalla, kuivalla liinalla.
- Asenna juotin erityiseen telineeseen.
- Asenna pistoolille kaksi haluttua halkaisijaltaan olevaa suutinta. Suuttimet eivät ole peräkkäin, vaan toisiaan vasten. Putki painaa enemmän kuin liitos, joten sen suutin asennetaan työkäden puolelta. Oikeanpuoleisille - oikealla puolella, vasemmanpuoleisille - vasemmalle.
- Kytke juotin 220 voltin verkkoon. Liitettäessä on tärkeää varmistaa, että lämmityselementit eivät kosketa juotinjohdinta.
- Säädä hitsauskoneen maksimilämpötila 260 astetta.


- Käytä lämmönkestäviä käsineitä. Kaikki PP-putkien juotoskoneiden valmistajat osoittavat, että turvallisuuden varmistamiseksi on kielletty koskettamasta kuumaa juottinosaa suojaamattomiin kehon osiin. Juotin ei myöskään saa olla lasten ja eläinten käytettävissä.
- Lämmitä muoviosat. Prosessissa on tärkeää seurata yhteyden kulman turvallisuutta.
- Ota kuumia propeeniosia yksi kerrallaan, liitä ne toisiinsa.
- Jäähdytyslaite jäähdytetään luonnollisesti. Älä jäähdytä sitä vedellä tai kylmällä ilmalla. Tällaisista manipulaatioista tuote epäonnistuu ennen takuuaikaa.


Valmistajat eivät osoita yleistä lämmitysaikaa erilaisille putkille. Leveän seinämän ohutseinäiset tuotteet ja paksut seinät leveät putket, lämpötila ja aika voivat vaihdella.
Ammattimaiset asentajat määrittävät lämmitystason kokemuksen perusteella ja perustuvat intuitioon.Aloittelijoille auttaa jokainen valmistajan käsikirjassa oleva taulukko. Siinä otetaan huomioon putken aika, riippuen sen halkaisijasta ja liitossauman pituudesta.
Eri valmistajien taulukot voivat vaihdella.
Tarkka aika määräytyy juotin ja sen mallin voiman mukaan.


asennus
Juotto- tai hitsaus PP-putket ovat olennainen osa asennusta. Et voi ensin juottaa koko vesijärjestelmän yhdeksi, ja asentaa sen sitten vapaasti siihen varattuun tilaan. Jotkut alueet on edelleen juotettava painoon. Siksi juottaminen ja asennus ovat samansuuntaisia.
Työ tehdään vaiheittain.


Ensimmäinen vaihe on organisatorinen.
Organisaatio koostuu kahdesta tärkeästä tapahtumasta: materiaalien valinnasta ja piirustuksen luomisesta.
Polypropeeniputkien on täytettävä niiden järjestelmän tekniset ominaisuudet, joissa ne toimivat. Jos tämä on kylmän veden järjestelmä, voit pysähtyä putkiin PN16. Kuuma tarve on vähintään PN20. Putkien lisäksi tarvitset liitosvarusteet ja pidikkeet (silmukat).

Piirustus on piiri putkilinjan asettamiseksi. Sen pitäisi heijastaa kaikkia elementtejä, alkaen vesihuollon lähteestä ja vedenkulutuksen kohteista. Järjestelmässä on tärkeää ilmoittaa kaikki järjestelmän osat, jotka asetetaan maahan ja huoneeseen, missä syvyydessä ne ovat ja missä korkeudessa vesi nostetaan. Kiinnittimet on toimitettava 40-50 cm: n välein. Huomaa myös sovittimien, haarojen, kytkentöjen, hanojen, patterien sijainti.
Putkityöt on asennettu kahdella tavalla: avoin ja suljettu. Avaa helpompi tehdä se itse. Aloittelija voi käsitellä sitä. Suljettu enemmän työlästä ja monimutkaista. On parempi antaa asiantuntijoille.
Sen lisäksi, että piirustus antaa visuaalisen kuvan putkien sijainnista, se auttaa laskemaan materiaalien määrää.
Polypropeeni on käytännöllisesti katsoen jätetön materiaali. Mutta kukaan ei ole vakuutettu virheiden varalta, kun hän työskentelee hänen kanssaan, joten sinun on ostettava materiaalia pienellä marginaalilla. 5-10% riittää.
Jäljellä olevista putkista ja varusteista voit aina tehdä hyödyllisiä asioita talolle, joten tämä ei ole rahan tuhlausta.


Toinen vaihe - valmistelu
Jotta asennus olisi nopeaa ja helppoa, on välttämätöntä valmistaa osia kadulla ja huoneessa, jonka läpi putkilinja asetetaan.
Jos jotkut putket on asennettava maahan, kaivetaan kaivanto niiden alle. Jotta ne eivät jäätyisi talvella, sinun on tehtävä paljon alle jäädytysasteen. Lisäsuojana suositellaan eristystä. Ne kääntyvät PP-putken ympäri ennen sukellusta maahan.
Paras vaihtoehto eristykseen on mineraalivilla tai kalvopohjaisia materiaaleja.


Talon sisällä on asennettava kiinnittimet putkilinjan varrella. Niiden sijainti suhteessa vaakasuoraan viivaan ja toisiinsa määräytyy rakentamisen tason mukaan. Sopii parhaiten tähän laserlaitteeseen. Sinun täytyy myös reikiä reikiin seiniin, joiden läpi putki kulkee.
Valmisteluprosessissa on helppo tunnistaa vaikeasti saavutettavat alueet asennusta varten. On tärkeää miettiä etukäteen, miten putkia asennetaan parhaiten näihin osiin - käytä valmiita osia, jotka on hitsattu taulukkoon, tai tee se painon mukaan.
Juotosraudan lämpötila on suuri vahingoittamaan kaikkia välittömässä läheisyydessä olevia esineitä. Ennen asennusta sinun on tyhjennettävä polku, joka sinun on siirrettävä asennuksen aikana, jotta se ei törmää esteisiin.


Kolmas vaihe on putkilinjaosien analysointi monimutkaisuuden mukaan.
Tässä vaiheessa sinun on työskenneltävä järjestelmän avulla, jotta vältetään koko asennuspolku ja huomatkaa, mitkä putkilinjan osat voidaan asentaa työpöydälle ja jotka voidaan hitsata vain painon mukaan.
Tuloksena olevat osat on merkittävä kaavioon. Jotkut niistä voivat olla liian lyhyitä, joten ne voidaan yhdistää.Jotkut saattavat sitä vastoin olla liian pitkiä. Ne on varustettava seinällä olevalla lisäkiinnityksellä tai jaettava useisiin osiin siten, että putki ei pääse vääntymään tai venymään.
Neljäs vaihe - putken leikkaaminen
Ohutseinäiset tuotteet leikataan hyvin saksilla PP-materiaaleille ja putkileikkureille. Harvoissa tapauksissa palapeli sopii.
Ennen leikkaamista paksujen seinämien putkien, joissa on alumiini- ja folioeristys, on puhdistettava. Sitä hoitaa monitoiminen etupaneeli tai parranajokone.
Jos erikoistyökaluja ei ole ja leikkaus on epätasainen, se on hiottava. On tehokkaampaa käyttää kahta hiekkapaperia - ensin suuremmalla viljalla, sitten hienoksi.


Putkia leikkaettaessa on tärkeää ottaa huomioon, että 15-30 mm: n pituus menee liitossaumaan. Ne on lisättävä putken pituudelle, jota sovelletaan putkijärjestelmään. Jos liitokset sijaitsevat putken molemmissa päissä, lisätään 15-30 mm kahdesti.
Ylimääräinen arvo voidaan aina katkaista, mutta puuttuvan määrän lisäämiseksi muutama senttimetri ei toimi. Jotta emme olisi väärässä, sinun ei pitäisi leikata kaikkia putkilinjan osia kerralla, mukaan lukien vaikeita osia.
Juottimella lämmitettävien putkien osat on merkittävä merkinnällä.
Putken pää tulee päästä suuttimeen merkkiin asti.


Viides vaihe - hitsaus (juotos) työpöydällä
Kuten edellä mainittiin, käytännössä putkien piikki koostuu enemmän vaiheista kuin lämmittämisestä ja liittymisestä.
Jotta sauma olisi luotettava ja järjestelmä toimi oikein, sinun täytyy juottaa askel askeleelta:
- Rasvaa juottimen suutin, liitosten sisäpinta ja PP-putkien päät. Alkoholi voi poistaa merkinnällä merkittyä merkintää. Tarvittaessa sitä voidaan päivittää määrittämällä linjan mittaukset.
- Asenna juotin rautaa. Sen on oltava kuumuutta kestävä, ja työpinta on tasainen ja vakaa.
- Käytä lämmönkestäviä käsineitä.
- Varmista sopivan kokoiset kiinnikkeet.
- Kytke työkalu verkkovirtaan, säädä lämpötila 260 asteeseen.


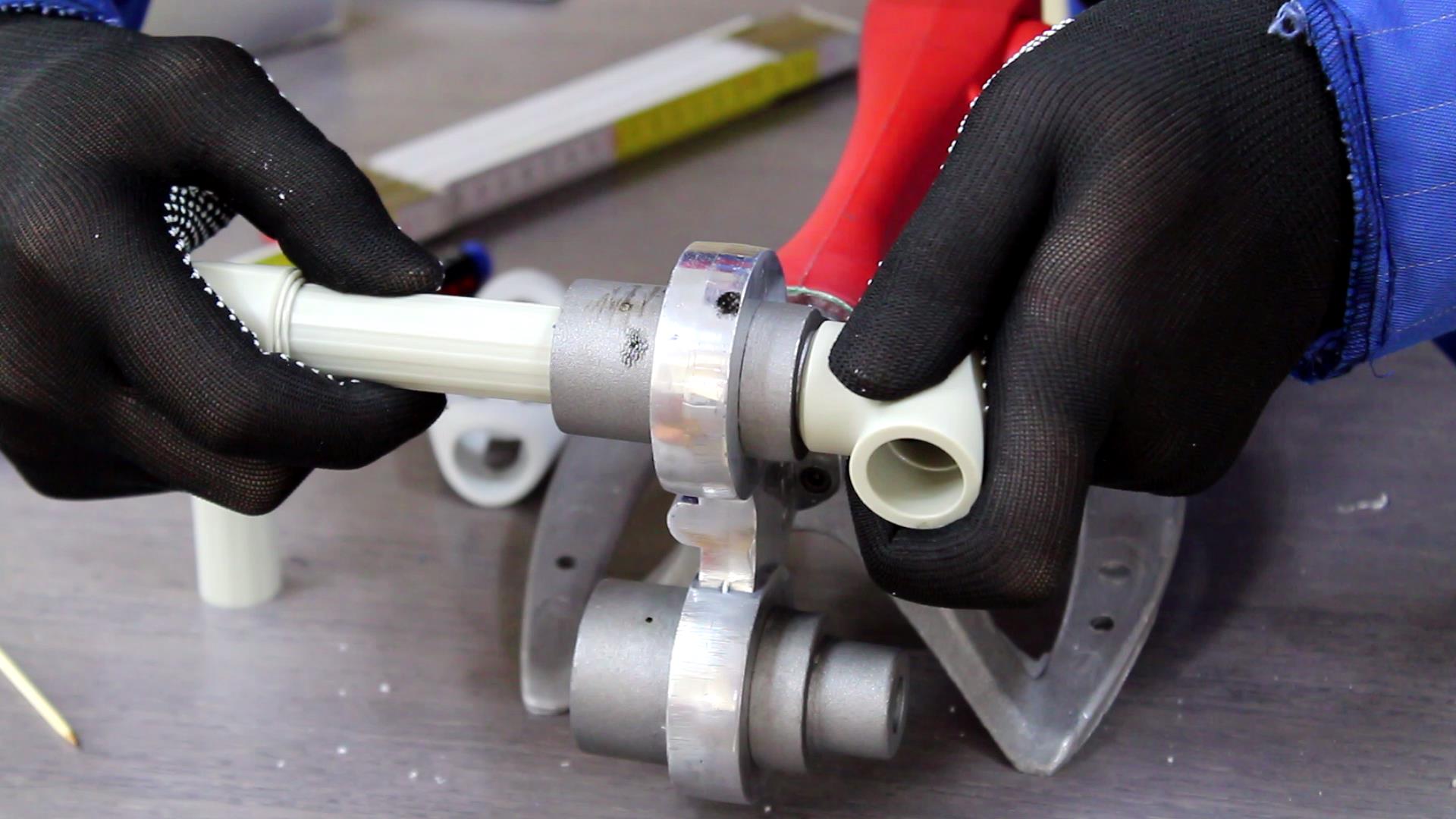
- Asennus asetetaan suuttimeen ja putki työnnetään siihen. Tämä lämmittää liitoselementin sisäpuolen ja putken ulomman osan. On tärkeää noudattaa valmistajan antamia lämmitysaikaa (sekunteina) koskevia suosituksia. Mitä suurempi putken halkaisija ja paksumpi seinä, sitä pidempi aika. Yleensä 6-8 sekunnin kuluttua on jo mahdollista juottaa (kytke osat yhteen).
- Liitä lämmitetyt osat. Aseta putki liittimeen, pidä sitä muutaman sekunnin ajan, jotta diffuusioprosessi käynnistyy, ja aseta se sivuun, kunnes se on täysin viileä.
- Tarkista yhteys. Tämä voidaan tehdä aikaisintaan 2 tuntia hitsauksen jälkeen. Voit testata osan mekaanisesti siirtämällä osia kädet tai anna veden virtauksen niiden läpi. Jos putki ei virtaa ja vesi kulkee hyvin, yhteys onnistuu.
- Juotetaan kaikki osat, jotka voidaan liittää pöydälle.


Kuudes vaihe - putkilinjan asettaminen
Pohjimmiltaan tämä on kaikkien elementtien asentaminen niille osoitettuihin paikkoihin. Joidenkin kytkemiseksi on prosessissa hitsattava osat painoon. Tämä tehdään vaiheittain kuten työpinnalla.


Seitsemäs vaihe - järjestelmän tarkistus
Muutaman tunnin kuluttua hitsauksesta osat tarttuvat ja jäähtyvät. Järjestelmän tehokkuus ja luotettavuus tarkistetaan juoksevalla vedellä putkien läpi.
Tyypillisiä virheitä
Putkityöt ja itsenäiset opettajat, jotka haluavat säästää ammattilaisten asentajille, tekevät usein samoja virheitä. Ensi silmäyksellä nämä ovat pieniä, mutta ne johtavat siihen, että järjestelmä epäonnistuu nopeasti.


Mitä sinun ei pitäisi tehdä, kun asennat PP-putkia omin käsin:
- Yli kiire. Hitsaus PP-putket vaativat jonkin verran tehokkuutta. Mutta tämä koskee vain osien liitäntänopeutta, vaikka ne ovat vielä kuumia. Loppuosalla on kielteisiä seurauksia. Useimmiten aloittelevat velhurit eivät yksinkertaisesti anna juotoskupin lämmetä haluttuun lämpötilaan.Tämän seurauksena osien "tarttuvuus" on huono.
Hitaalla asentajalla on toinen ongelma - ne lämmittävät osat oikeaan lämpötilaan, ja sitten ne säätyvät pitkään ennen putken asettamista liittimeen. Näissä muutamassa sekunnissa tuotteiden lämpötila laskee, ja myös diffuusion laatu putoaa.


- Luotetaan juottimeen asennetun lämpömittarin lämpötilalukemiin. Jos laite on vanha tai häikäilemätön valmistaja, näytössä mahdollisesti olevat 260–270 astetta voivat näkyä toimintahäiriön vuoksi. Suuttimien todellinen lämpötila on usein tämän parametrin alapuolella. Vakuutusta varten se on tarkistettava kosketuslämpömittarilla. Se on tällainen laite on edullinen, ja maatila on käyttökelpoinen paitsi juottamalla.
- Kuumenna propeenituotteita. Aloittelijoille saattaa tuntua, että mitä pidempään lämpeneminen kestää, sitä parempi yhteys on. Itse asiassa se ei ole. Jos sulatte muovia liikaa, putkessa on tulva. Se estää nesteen vapaata virtausta putkilinjan läpi tai estää putkiosuuden kokonaan.


- Hitsausputket ulkona kylmällä säällä. Alhaisissa lämpötiloissa osat jäähtyvät liian nopeasti, kuten liitos. Heillä ei ole aikaa tarttua tiukasti.
- Älä puhdista putkia ja suuttimia pölystä ja rasvasta. Se vaikuttaa myös haitallisesti yhteyden laatuun.
- Älä kohdista putkiin alumiinivahvistuksella. Alumiinin ja propeenin sulamislämpötila ja -aika ovat erilaiset. Vaikka alumiini on korroosionestoaine, putket voivat vuotaa siitä.


- Asenna kaikki putkilinjan osat lattialle (pöytä, maadoitus) kerralla. Tällaista rakentajaa ei voi enää asentaa järjestelmän mukaan.
- Käytä ohutseinäisiä putkia kuumaa putkistoa varten. Ne eivät kestä korkeita lämpötiloja, venyvät ja lopulta purkautuvat.
- Leikkaa putki hakasahalla tai palapelillä ilman leikkausta leikkaamattomalla liinalla.
- Yritä nopeuttaa putken jäähdyttämistä kylmällä vedellä tai ilmassa.


vinkkejä
Ei riitä, että emme tee virheitä, sinun täytyy silti ottaa huomioon hitsauksen temput, jotka ammattilaisten asentajat ovat kehittäneet vuosien varrella. Perinteisesti ne voidaan jakaa materiaalien ja työkalujen valintaan ”elämän hakkerointiin” ja hyödyllisiin vinkkeihin.
Putken valitseminen:
- Päätä, että ohutseinäisiä putkia voidaan käyttää vain kylmään veteen ja koristeisiin tuotteisiin. Kuumalla vedellä työskentelyyn kannattaa valita vain vahvistettu paksu seinämä. Ilmanvaihto vaatii putkia, joissa on PHP.
- Lasikuituvahvisteet lujittavana kerroksena ovat yleisiä. Ne soveltuvat aloittelijoille, jotka vain oppivat käyttämään juottavaa ja tarjoavat jopa 50 vuotta. Sinun ei pitäisi johtaa johtajiin konsulttien parasta laatua alumiinia.


- Putkien ulkonäkö voi myös kertoa paljon. Jos tuotteessa on yhtenäinen väri, jopa pyöreät ja sileät seinät sisällä ja ulkopuolella - se on korkealaatuista. Jos väri on värjätty, leikkaus ei ole pyöreä, ja seinät ovat karkeita - tuote epäonnistuu käytön aikana.
- Pipe on haju. Ainoastaan matalasta raaka-aineesta peräisin olevilla putkilla on tyypillinen terävä tuoksu. Laadukkaan propeenin tuote ei juuri haju.
- Putken tulee päätyä tiukasti ja vain kuumaan tilaan. Jos seinien väliin jää vähintään millimetri - tämä on avioliitto.
- Kaikki komponentit on hankittava yhdeltä valmistajalta.

Hitsauksen ja asennuksen temppuja on paljon enemmän. Heillä on kokemusta, ja jokaisella mestarilla on omat temput. Mutta on olemassa joitakin yleisiä vinkkejä.
Niinpä jokainen päällikkö tietää, että juotoslaitteen suuttimia käsitellään tuotannossa erityisellä ratkaisulla. Se suojaa laitetta haitallisilta ympäristövaikutuksilta ennen käyttöä. Suojakerros haihtuu, kun juotin käynnistetään ensin suuttimilla. Haihduttamalla on tyypillinen haju ja kevyt noki. Siksi on välttämätöntä käynnistää laite kadulla ensimmäistä kertaa ja anna sen lämmetä täydelliseen haihtumiseen. Vain sitten siirry juottamiseen.
Toinen salaisuus koskee putkien ja juotinrasvan rasvanpoistoaineen käsittelyä. On parempi valita puhdas alkoholi. Se haihtuu nopeasti ja ei haju putkien sisällä, toisin kuin asetoni ja liuotin.


Jos ympäristön lämpötila on lähellä nollaa, hidasta liitoksen jäähdytystä. Voit tehdä tämän käyttämällä lämpimästä kankaasta valmistettua lautasliinaa.
Pyyhi osat pyyhkeellä. Juottimen suuttimen sisäpuolella se haisee.
Kaksoiskonttoriputkille (kuuma vesi ja kylmä), mieluiten kuuman muodon sijainti kylmän yli. Tämä ei aiheuta kondensoitumista putkiin. Kytkentäosat vaaka- ja pystysuoraan siirtymispaikoissa ovat mahdollisia vain 90 asteen kulmassa.
Jos noudatat näitä suosituksia, asennus onnistuu, ja polypropeeniputkien viestintä kestää useita vuosikymmeniä.


Lisätietoja polypropeeniputkien juottamisesta on seuraavassa videossa.



















