Profiilin taivutus: tehokkaat ja turvalliset menetelmät

Putkien taivutus suoritetaan rakentamisessa, apuohjelmissa, energia-, öljy- ja kaasuteollisuudessa, vedessä ja monilla muilla alueilla putkijärjestelmien asennuksen, rakennusrakenteiden valmistuksen, väestön ja kaupunkitalojen eri tarpeisiin tarkoitettujen tuotteiden valmistuksen aikana. Yleensä on mahdotonta laskea kokonaismäärää, mutta on hyödyllistä tietää, miten putket taivutetaan. Muut menetelmät voivat olla hyödyllisiä kotitaloudessa.

Tuotetyypit
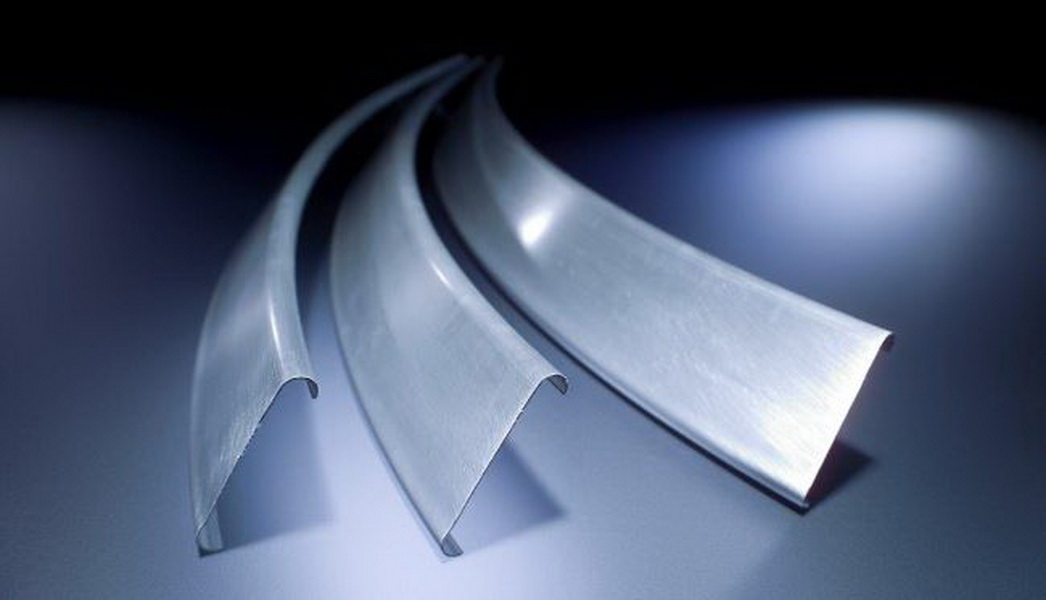
Profiiliputken valssaustuotteita edustavat useiden eri kokoonpanojen mukaiset metalliputket poikkileikkaukseltaan. Ne voivat olla hyvin erilaisia, mutta ne poikkeavat pyöreästä, eli epätyypillisestä muodosta: soikea ja litteä-ovaali, suorakulmainen, usein neliön muotoinen, pyöristetyt kulmat ja jopa monipuoliset. Kierrosta käytetään suppeasti - lähinnä vesihuollon ja viemäriverkkojen rakentamiseen.





Neliön ja suorakulmaisten muotojen profiilit ovat kysyntää markkinoilla. Koska materiaali on helpoin kiinnittää tasaiselle seinälle, niitä käytetään yleisesti teollisuus- ja asuinrakennusten rakentamisessa. Tällaisella elementillä on lisääntynyt lujuus ja jäykiste rakennuksessa. Profiili selviytyy hyvin hetkellisistä kuormituksista (taivutuskuormituksesta), minkä vuoksi ne ovat hyvä valinta käytettäväksi eri tarkoituksiin rakennettujen rakennusten metallirungossa.




Tuotteita valmistetaan monenlaisissa kokoisina metallityypin mukaan: esimerkiksi kuparia löytyy sarjasta paksuusseinämäisiä profiileja, joilla on suuri arvo leikkauksen pinta-alasta verrattuna alumiiniin. Huonekalut on valmistettu ohutseinäisistä ruostumattomasta teräksestä valmistetuista tuotteista. Valmistusmateriaalista tulee usein korkea tai matala seostettu teräs. Neliöputket poikkeavat toisistaan tuotantomenetelmässä: ne ovat sähköisesti hitsattuja, kylmävalssattuja ja kuumavalssattuja. Hitsauksen erityispiirre on inertin kaasuympäristön läsnäolo, mutta on myös toinen tapa - induktiohitsaus.



piirteet
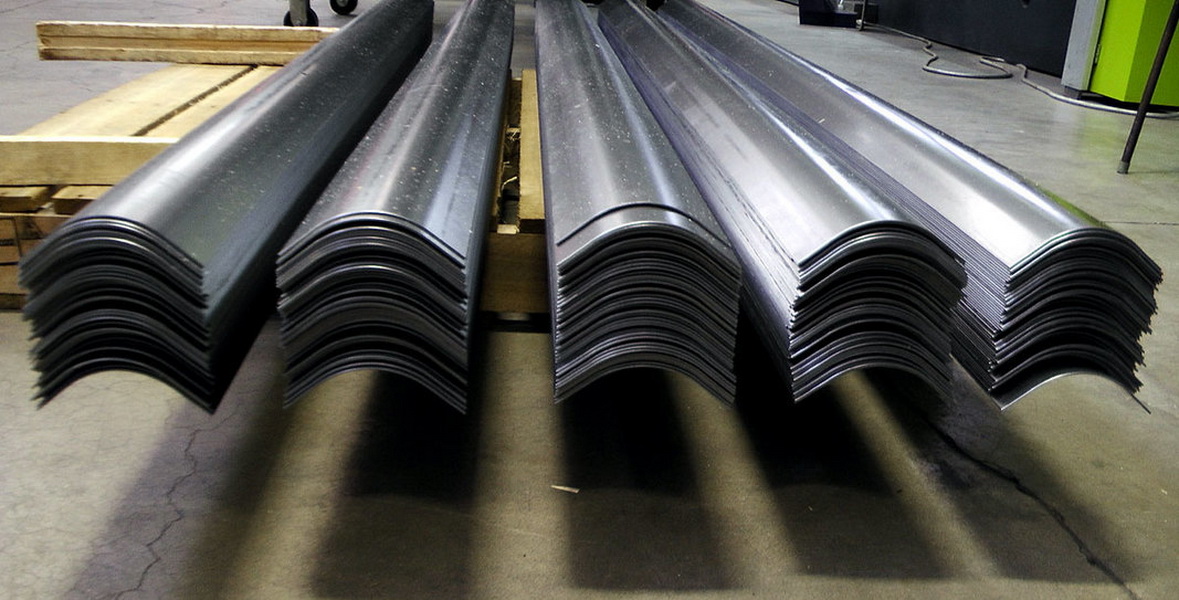
Profiiliputken tuotteilla ei ole suurta painoa, joten on mahdollista helposti ja lyhyessä ajassa luoda ei-raskaita kaarevia rakenteita. Tämä on välttämätöntä useiden kasvihuoneiden ja edullisten kasvihuoneiden rakentamiseksi.




Rakentaminen metallirunkojen avulla on tärkeää paitsi kesän asukkaille ja puutarhureille. Usein tarve käyttää tällaisia rakennusmateriaaleja syntyy kaupunkilaisilta, jos he haluavat järjestää yksityisen alueen talon viereen. Esimerkiksi huvimaja, katettu terassi tai polykarbonaatti-katos voidaan asentaa nopeasti ja edullisesti - tämä on varsin yleistä nykyaikaisissa kaupungeissa.




Profileprokat käytetään myös portaiden ja kaiteiden rakentamiseen. Usein tapahtuu, että vakiokokoonpano ei sovellu tietyntyyppiseen muotoiluun, joten on välttämätöntä olla joustava erityislaitteiden tai joidenkin temppujen avulla. Tietoja tästä hieman myöhemmin.




Tuotannossa valmistetuissa putkissa on tiettyjä määrättyjä geometrisia parametrejä, jotka vaikuttavat myöhemmin muovin ominaisuuksiin. Seinämän paksuus ja poikkipinta-ala vaikuttavat tällaiseen parametriin pienimpänä taivutussäteenä.Se osoittaa pyöristysarvon, jolla ei tapahdu mekaanisia vaurioita.
Terästuotteiden muodonmuutos ei ole niin yksinkertaista kuin ensi silmäyksellä. Se edellyttää tiettyä tietämystä, kykyä valita oikea tekniikka ja laitteet. Tarvittavan ulkonäön antaminen ei ole työmme ydin, vaan se on välttämätöntä säilyttää tärkeät parametrit - seinän paksuus, säilyttää lineaariset mitat, eikä häiritä toimintakykyä. Seuraavat kuormitukset vaikuttavat työkappaleeseen voiman soveltamisen seurauksena: sisäosassa - puristusvoimassa, ulommassa (ulommassa) - kiristysvoimassa. Kun he havaitsevat niiden toiminnan, se deformoituu ja saa täyden tai osittaisen taivutuksen.
Mutta yksityiskohtien erityispiirteiden vuoksi meidän on kohdattava joitakin ongelmia.
- Muotojen muutoksen aiheuttama kohdistuksen menetys. Tämä tarkoittaa, että putkimaiset segmentit voivat olla eri tasoilla, mikä ei ole hyväksyttävää. Asiantuntijat, jotka ovat syynä tähän ilmiöön, aiheuttavat väärän valinnan taivutusmenetelmästä.
- Ulkoseinän repeämä. Metallipurskeiden venyttämisprosessissa, jos kuormitus ylittää määrän, jonka se kestää.
- Sisäseinän epätasaisen supistumisen seurauksena muodostuu aallotukseen muistuttavia taitoksia.

Palaa edelliseen muotoon, jossa on matala-seostettuja ja hiili- seoksia, joilla on suuri elastisuuskerroin. Taivutuksen jälkeen monet elementit näyttävät olevan "joustavia", ja tuotteen jälkeen tällainen ilmiö on säädettävä haluttuihin mittoihin, mikä voi vaikeuttaa työtä. Jos haluat päästä eroon ei-toivotuista ongelmista ja lisätöistä, on tarpeen määrittää materiaalin kestävyyden muovimomentin arvo ja ottaa tämä parametri huomioon taivutusmenetelmällä. On huomattava, että mitä pienempi kulma on, sitä pienempi elastinen seuraus.

välineet
Kannettavat profiilitangot
On erittäin kätevää taivuttaa heti asennuspaikalle. Tämän saavuttamiseksi on järkevämpää käyttää kannettavaa putken taivutinta.

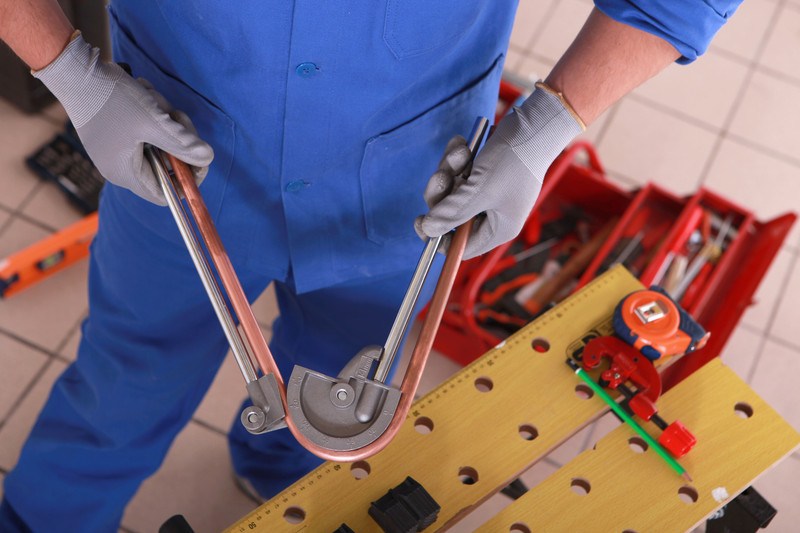
VipuprofiiliBibs
Tätä laitetta käytettäessä profiilin taivutus tapahtuu yksinomaan henkilön mekaanisen voiman kautta. Tämä on mahdollista, kun on olemassa vipuvaikutus huomattavan suuruisen voiman soveltamisessa. Muovista ja ruostumattomasta teräksestä valmistetut osat, joiden poikkileikkaus on enintään kaksi senttimetriä, voivat taivuttaa 180 astetta.
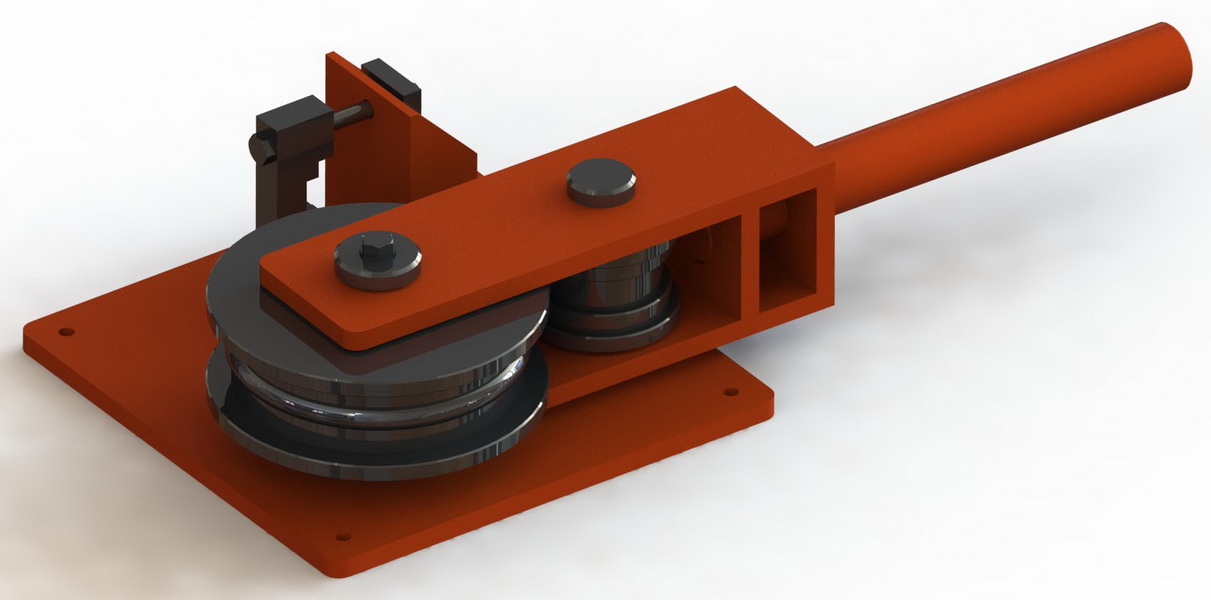
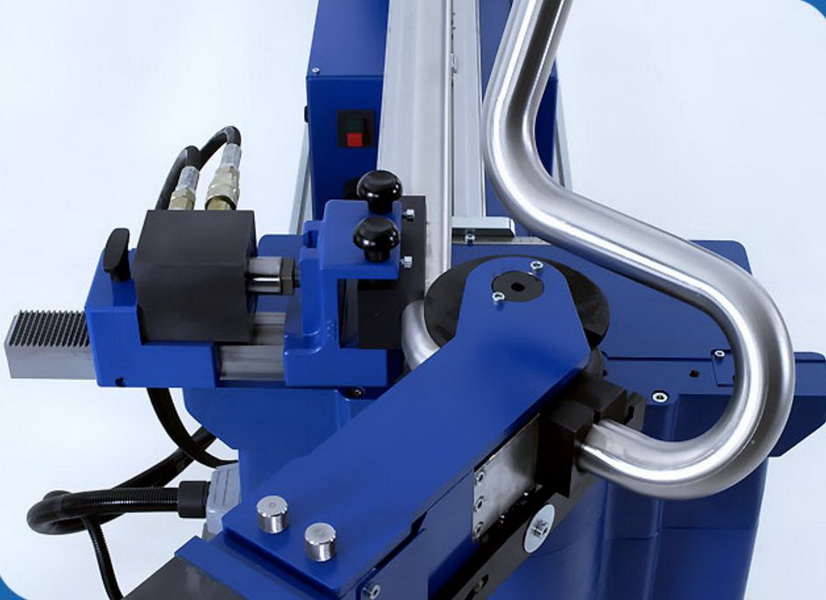
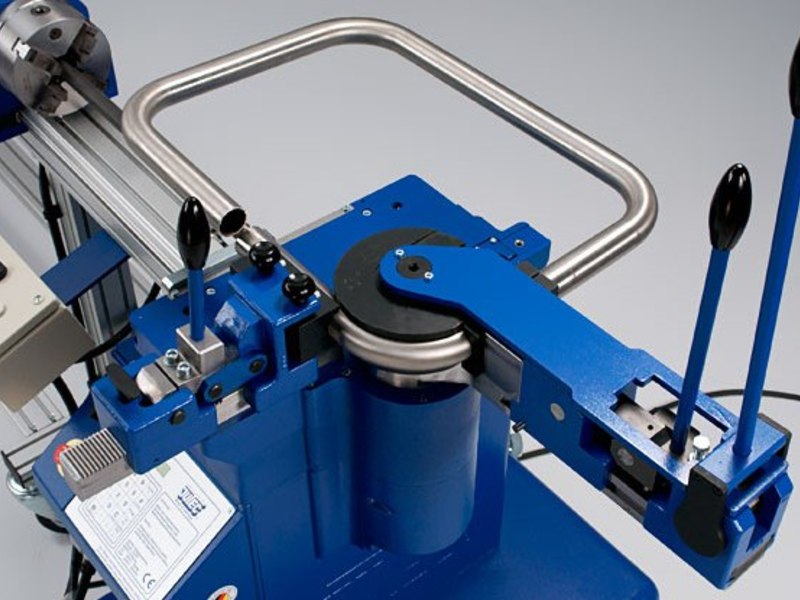
Putken taivutuskoneet
Tällainen työkalu koostuu seuraavista osista:
- taivutuselementti;
- liikkuva chopik, joka on liitetty taivutuskenkään;
- Kaksi tukiosaa, jotka pyörivät omien akseleidensa ympäri ja joihin taivutettu osa on sijoitettu.

Laite voi olla mekaaninen (ruuvi), hydraulinen käsikäyttöisellä tai sähköllä. Tällaiset helposti siirrettävät laitteet taipuvat helposti 90 asteen kulmaan muovimateriaaleista valmistettuihin metallituotteisiin, joiden poikkileikkaus on enintään 100 mm.
hydraulinen
Tuotannossa ja kotikäytössä hydrauliset laitteet, joissa on manuaalinen tai mekaaninen altistus, ovat yleisempiä.
Luemme niiden edut:
- Suuret tilavuudet, jotka voidaan suorittaa mekaaniseen profilegibiin verrattuna.
- Mahdollisuus valita pystysuora tai vaakasuora putken taivutin työympäristön olosuhteiden ja työturvallisuuden perusteella.
- Lävistimien helppo vaihtaminen (kulmaosien varaosat).
- Niiden laitteiden olemassaolo, jotka samanaikaisesti taivuttavat useita asennuksia samanaikaisesti, mikä vähentää merkittävästi aikaa.
- Työhön liittyvien vaikeuksien poistaminen myös aloittelijoille.
- Liukastumisen estävä putki ja vammoja varoittavat laitteet.
- Käsin korjaamisen yksinkertaisuus kotona.

Sähköputket
He taivuttavat taivutuskomponentteihin sijoitettuja metallituotteita, jotka säteen mukaan vaihtuvat. Tällaisissa laitteissa on kääntökehä, jonka avulla ne muuttavat tuotetta. Jos sähköä ei ole, laite toimii sisäisestä akusta.
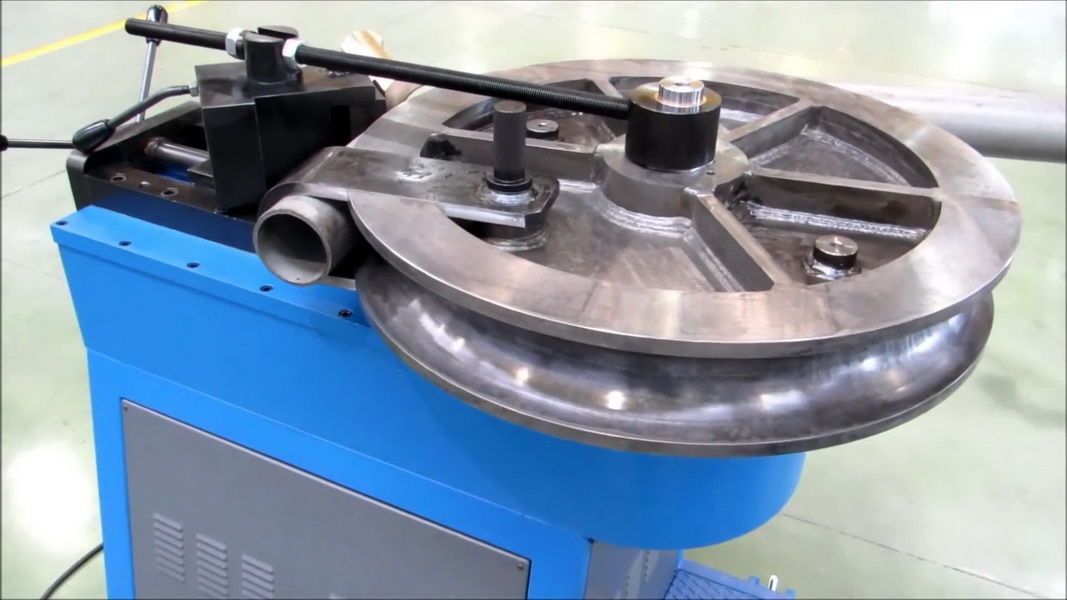
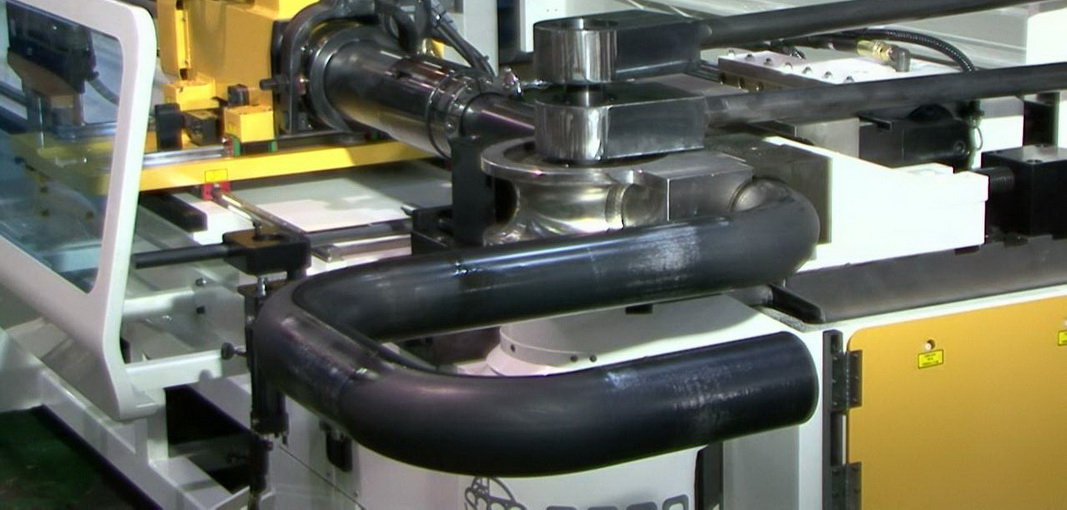
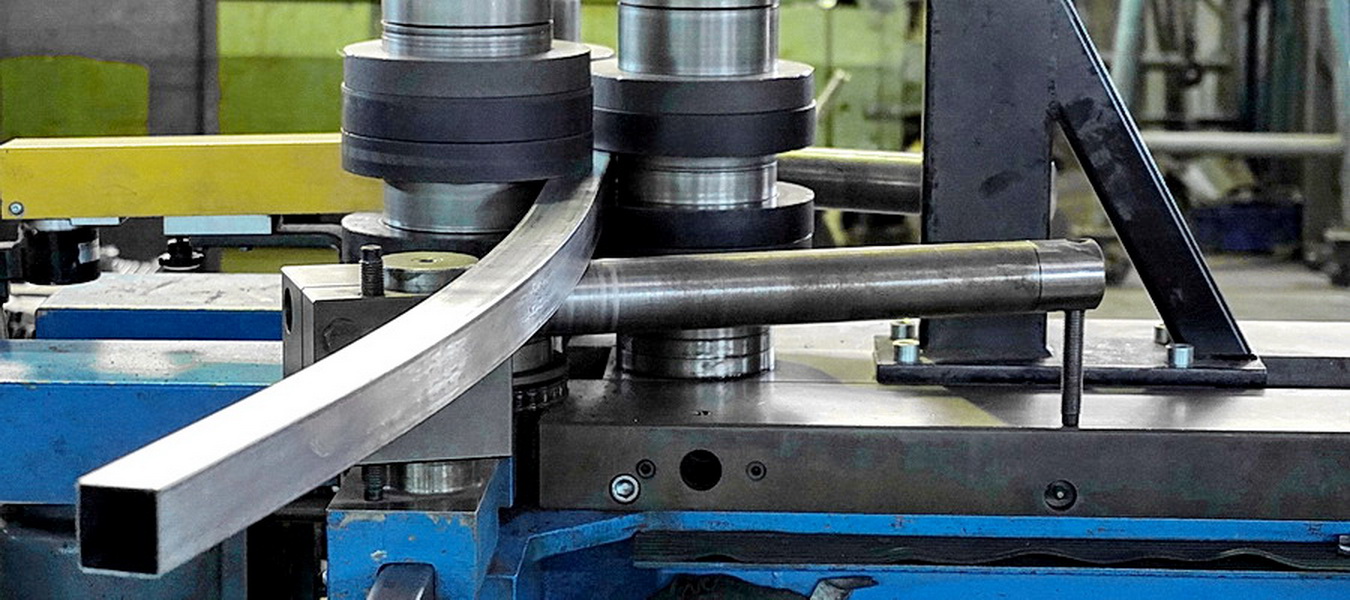
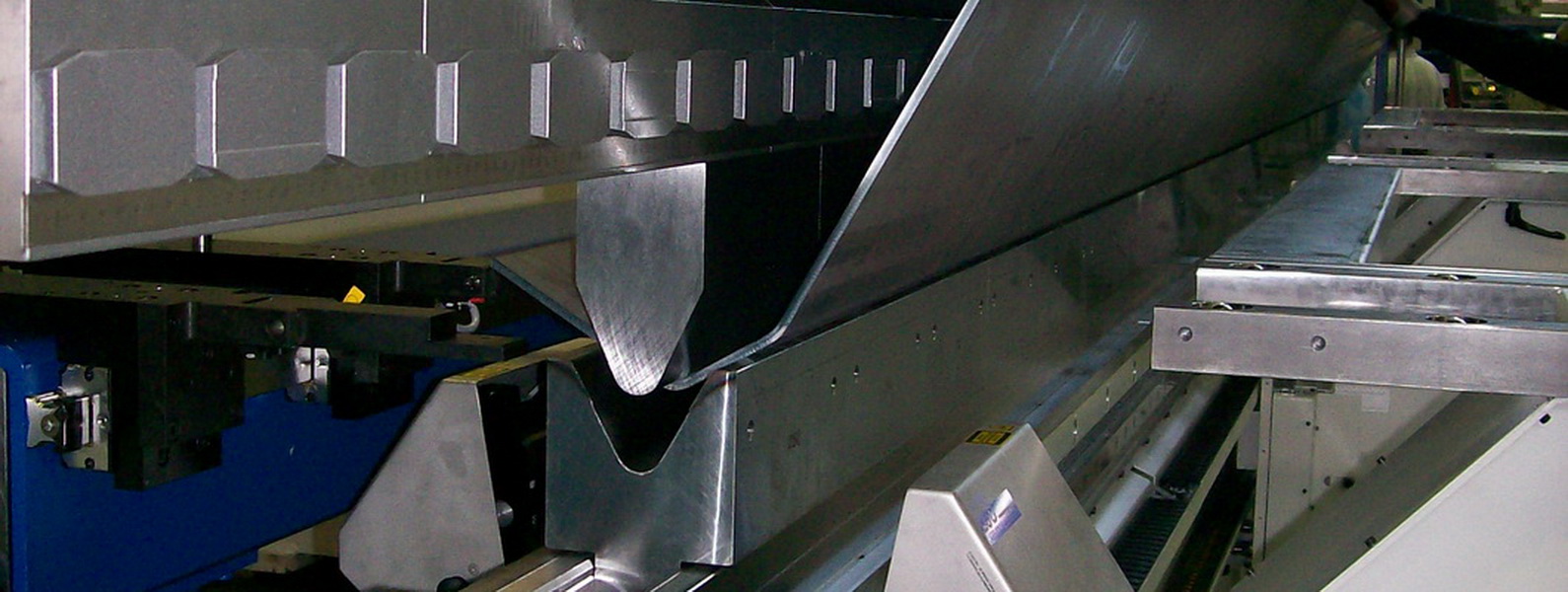
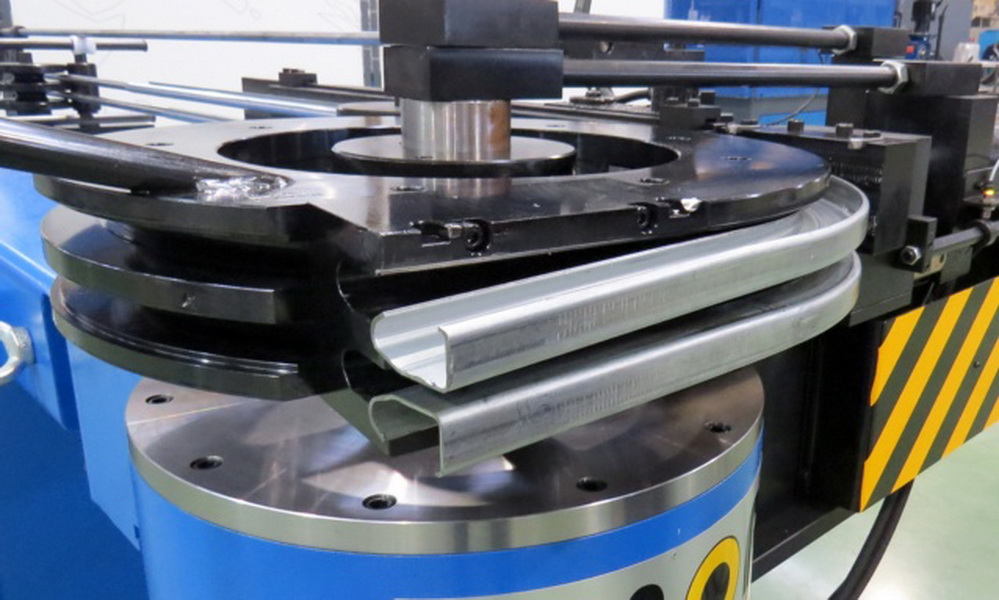
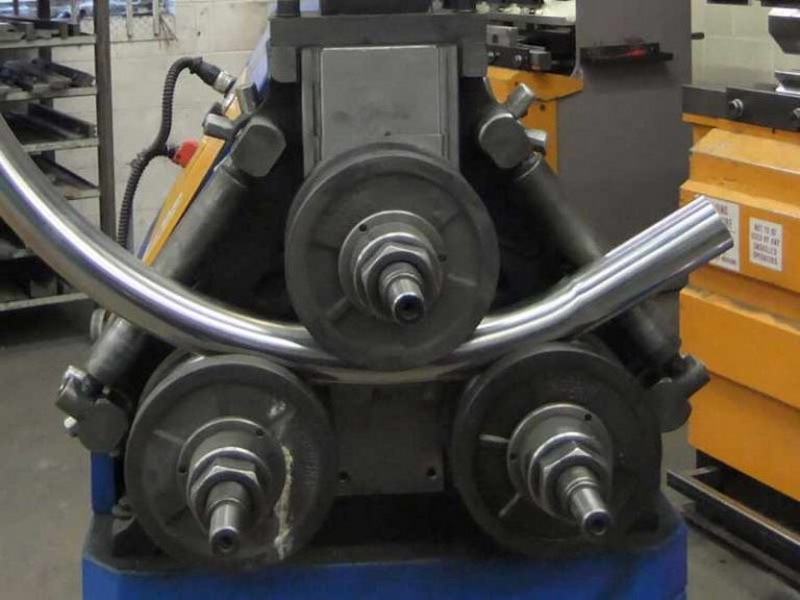
Koneen taivutus
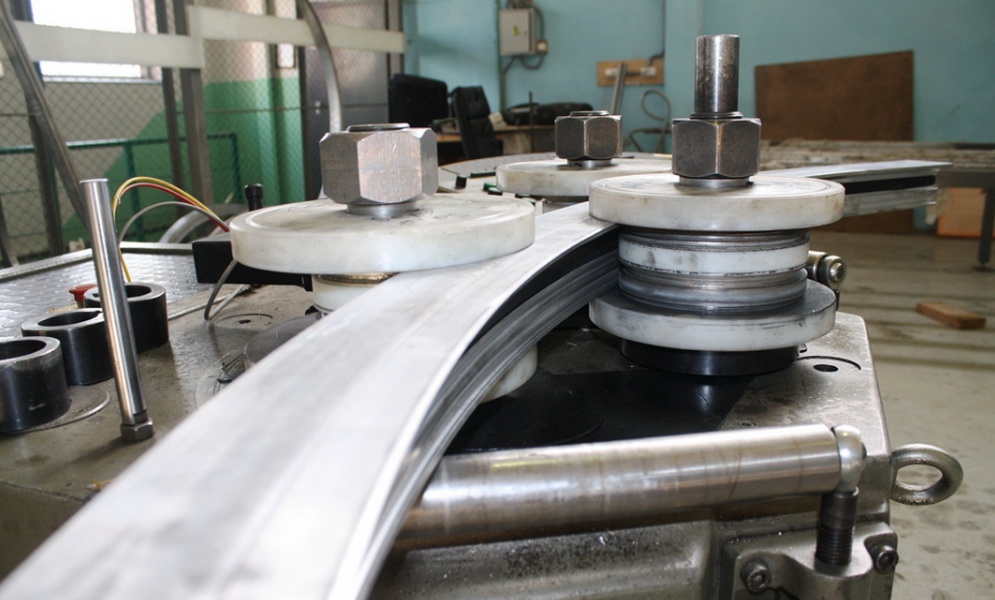
Kun kylmämenetelmä, jota kutsutaan valssaukseksi, käyttää vakiokelamyllyä, jossa on kolme rullalaakeria (rulla). Poikkeaman taivutuksen muoto ja säde riippuvat tarvittavan muodon ja koon valinnasta ja asennuksesta. Tämä kone kykenee antamaan taivutuksen osille mistä tahansa materiaalista ja mistä tahansa kokoonpanosta - se ei ole pelkästään neliön, vaan myös kolmion muotoisten osien kanssa ja monimutkaisempi. Tällaisten laitteiden avulla on mahdollista deformoida maksimipituinen työkappale, joka on erittäin tärkeää, ja saada tuote taipumaan myös 360 astetta (renkaassa). Valssausmenetelmä on yleisin muodonmuutostyyppi, joten laite kuuluu yleiseen muotoon.
Lisäksi laite mahdollistaa tietyn kulman asettamisen, mikä lisää tarkkuutta asennuksen aikana. Kulmaa voidaan ohjata manuaalisesti tai CNC-koneilla (informaation numeerisella ohjauksella), joka on määritetty numeerisesti seuraavan prosessinohjauksen kanssa. Tällaisissa koneissa suoritetaan lämmitettyjen pyyhekuivien tuotanto jokaisessa talossa. Lämmitykseen käytettyjen putkien valmistuksessa on myös otettava yhteyttä koneen laitteisiin. Siinä on laajamittaista tuotantoa kierreportaat, kuistit, erilaiset aidat ja koriste-elementit, jotka yksinkertaisesti sisustavat sisustusta.
Tällaisten laitteiden positiiviset puolet ovat seuraavat mahdollisuudet.
- Kyky välttää epätarkkuuksia, kun työskennellään hienovaraisilla yksityiskohdilla, toisin kuin manuaaliset laitteet, jotka antavat usein terävän mutkan sileän kaarevan viivan sijasta.
- Tarkkuus. Vakava rakentaminen on pakollinen kriteeri. Myöskään muita tällaisia työtyyppejä varten suunniteltuja mekanismeja ja menetelmiä ei verrata ammattikäyttöön tarkoitettuihin koneisiin. Myynnin valmistuksessa on myös mahdotonta tehdä ilman tätä etua.
- Saavuta lopullisen tuotteen saamiseksi suurella nopeudella. Profiilin taivutuksen keskinopeus on 0,2-0,3 m / s.
- Autonomia. Laitteiden kyky toimia vuosisadan aikana ilman ihmisen toimintaa ei ole enää innovaatio, vaan vain hyödyllinen, mutta joskus se on olennainen täydennys muihin ominaisuuksiin.
- Mahdollisuus tehdä suuria määriä.

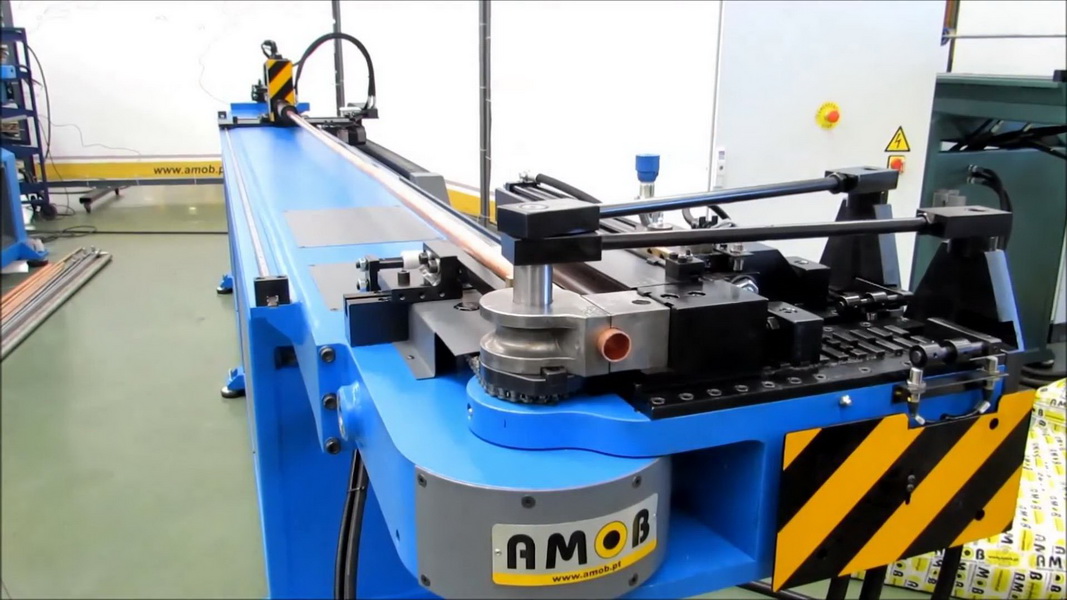
On olemassa kiinteitä profiileitaivutusyksiköitä, jotka toimivat 380 V: n verkkovirralla, jotka eivät sovi henkilökohtaiseen käyttöön. Jotta voisit tehdä virheellisen oston, sinun on tutkittava huolellisesti tuotteen ominaisuudet. Rollinging-asennus on erittäin tehokas asia, mutta myös kallis. Lisäksi tällaisten laitteiden käyttö on mahdollista vain tehtaalla.
Usein laadukkaampien osien saamiseksi käytetään karan taivutusta, mikä on mahdollista käytettäessä lähes mitä tahansa laitetta. Hänestä järjestyksessä. Dorn on jäykkä tai joustava osa, joka on sijoitettu taivutettavan segmentin sisään edelleen taivutuspaikassa. Kun tuotteen muoto on muuttunut, se muuttuu sileäksi, siinä ei ole taitoksia ja muita vikoja. Tällaisen menetelmän etuja seuraa vähennysprosentti merkittävästi tuotteiden tuotannossa.
välineet
Radiaalisen profiilin taivutuksessa on kaksi tapaa: kylmä ja kuuma (esikuumennuksella). Menetelmien erottaminen lämpötila-tyypin lisäksi mekanisointiin ja käytettyihin laitteisiin liittyy monia muita tyyppejä, esimerkiksi taivutus:
- käynnissä;
- haava;
- piirustus;
- menetelmä kolmirullisen valssaus;
- käyttäen kahta tukea;
- venytysmenetelmä;
- käyttäen sisäistä hydrostaattista painetta;
- vedetään muottilevyn läpi kaarevalla akselilla;
- kopiokoneiden kautta.
Valinta riippuu siitä, toimiiko kuuma tai kylmä vaihtoehto.
Kylmän suorituskyvyn ansiosta tämä voidaan toteuttaa useilla vaihtoehdoilla.
- kulkee (halkaisija enintään 70 mm; vähäiset vaatimukset pyöreydelle leikkauksessa);
- käämitys (halkaisija enintään 20 mm);
- vetämällä (ohutseinäisiä);
- kahdella tuella (halkaisija enintään 300 mm).
Kylmä lähestyy pientä halkaisijaa ja kylmämenetelmä ei kykene taivuttamaan tuotetta esimerkiksi 45 asteen kulmassa. Lämmitys parantaa metallin muodonmuutosominaisuuksia, ja lisäämällä plastisuutta helpompaa työskennellä. Esilämmitys ei aiheuta avioliittoon liittyviä ongelmia halkeamien, jäljellä olevien vaurioiden, aallotusten ja muiden seurausten muodossa. Suurissa teollisuudenaloissa lämmitys suoritetaan suurtaajuusvirroilla (HDTV). Pienellä osuudella on mahdollista käyttää kädessä pidettäviä kannettavia työkaluja. Suuressa osassa tällaista vaihtoehtoa ei voida soveltaa, tässä käytetään koneistettua laitetta.
Näiden vivahteiden lisäksi on syytä muistaa elastisten seurausten ilmiö. Se tarkoittaa työkappaleen osittaisen paluun kykyä sen muodonmuutoksen jälkeen. Arvo riippuu materiaalin tyypistä ja profiilin mitoista, lämpötilan menetelmästä ja työn tyypistä - käsin tai erikoislaitteista.
Edellä mainittujen tekniikoiden lisäksi kotona voit suorittaa prosessin käyttämällä laitteita, jotka on helppo luoda itse. Alustavista ominaisuuksista ja halutusta piiristä riippuen kalliisiin laitteisiin voidaan säästää riittävästi vaihtoehtoja. Alla on muutamia esimerkkejä.
Kotitekoinen rulla-pohjainen mekanismi
Tämä on lähin versio alkuperäisestä rullan profilegibistä. Sen luomiseksi sinun on ostettava 2-4 videota. On huomattava, että niiden leveyden tulisi hieman ylittää itse tuotteen leveys. Jotta saavutat tuloksen, joka sinun täytyy korjata vaakasuoraan, niin että rullilla on mahdollisuus kiertää vapaasti, niiden on oltava niin kaukana toisistaan, etteivät ne häiritse järjestelmän läpi kulkevaa putkea ilman esteitä.

Tämä avustaja auttaa sinua taivuttamaan tuotetta ympärysmitan ympärillä. Jos on tarpeen saavuttaa tietty kulma, järjestelmän on koostuttava kolmesta pyörivästä sylinteristä. Vaikka yksi niistä on toivottavaa jättää säädettäväksi. Vahvistuselementti sijoitetaan telojen väliin ja henkilö, joka ohjaa prosessia, alkaa vierittää.
"Hiomakoneen" ja hitsauskoneen käyttö
Jos tällaisen mekanismin rakentaminen on mahdotonta rahoituksen, ajan, taitojen tai muiden syiden vuoksi, on ymmärrettävämpiä muunnelmia. Hitsausmenetelmän soveltaminen vie kuitenkin huomattavasti aikaa ja vaatii työlästä.
Teosten järjestys on seuraava.
- Ensinnäkin on suositeltavaa laskea sallittu ja määrittää itse tarvittava taivutussäde.
- Levitä tuotteen poikittaisia merkkejä, joita leikataan edelleen liitettäväksi. Tasaisempi siirtyminen taivutetussa osassa on tarpeen, sitä useammin on tarpeen tehdä merkkejä.
- Tee leikkauksia kolmella valitulla puolella (reunat) vetämällä merkkejä. Neljäs puoli ei saa koskea.
- Leikkauksen jälkeen taivuta tuote haluttuun kaarevuuteen. tarkkuuden parantamiseksi voit tehdä kappaleen. Valmistele esimerkiksi puinen osa haluttuun taivutukseen. Kiinnitä valssin ei-sahattu puoli mallin kaarevaan reunaan, kiinnitä ja taivuta kenttä mallin taivutuksen mukaiseksi.
- Hitsaa sahat huolellisesti ja luotettavasti.
- Hitsaa alueet huolellisesti niin, että osan pinta sileä, ilman ulkonevia saumoja.


Suurella leikkausalueella tämä menetelmä on muiden puuttuessa sopivampi kuin koskaan.Tämä menetelmä on kuitenkin sovellettavissa yksittäisiin töihin, joten sitä ei pitäisi soveltaa niihin, jotka tarvitsevat deformoida suuren määrän elementtejä. Tällöin voi olla järkevämpää ajatella rullan taiputtajan luomista.

Jousi taivutusta varten
Kaikki mestarit tietävät tästä menetelmästä. Sen ydin on seuraava: teräslangan neliön muotoinen erikoisjousi sijoitetaan putken sisään siihen paikkaan, jossa on tarpeen saada taivutus. Jousi toimii karana, sen poikkileikkauksen tulisi olla 1-2 millimetriä pienempi kuin sisäinen poikkileikkaus. Käyttämällä puhalluslaitetta, ylimääräisen taivutuksen paikka kuumennetaan, levitetään aihioon sopivalla taivutussäteellä eikä painetta käyttämällä paineta voimakkaasti, kunnes haluttu kaarevuus saadaan. Tämä menetelmä on varsin yksinkertainen, mutta sen käyttäminen työn aikana on suositeltavaa noudattaa varovaisia turvaohjeita: työskentele erityisissä käsineissä ja käytä pihtejä.
vinkkejä
Tietoja kuuman menetelmän monimutkaisuudesta
Jotta putkea taivutettaisiin onnistuneesti kuumalla tavalla, kannattaa käyttää hiekasta valmistettua täyteainetta. Ihanteellinen vaihtoehto on keskirakeinen hiekka - rakentaminen tai joki. Jos tätä ei ole mahdollista käyttää, viimeisenä keinona myös lasten hiekkalaatikon materiaali, joka on aiemmin puhdistettu tarpeettomasta sisällöstä, on myös sopiva. Jotta se puhdistettaisiin tarpeettomilta epäpuhtauksilta, on tarpeen seuloa läpi seulan, jonka reiät ovat noin 2 millimetriä. Seulan ensimmäisen seulonnan jälkeen jää suuriksi kohteiksi - oksa ja kivi. Niiden läsnäolo täyteaineessa on erittäin epätoivottavaa, koska kuumennettaessa ne voivat vaikuttaa helpotukseen ja muodostaa pullistuman. Seuraavaksi sinun täytyy seuloa tulevaa täyteainetta toisen kerran hienon seulan läpi, jotta pääset eroon liian hienosta hiekasta. Seulonnan jälkeen hiekka kalsinoidaan.

Putki, jossa taivutus tapahtuu, on hehkutettu. Ennen nukahtamista täyteaine on huolehdittava pistokkeista, jotka eivät salli hänen saada tarpeeksi unta. On suositeltavaa tehdä ne puusta, jotta ne sopivat hyvin seiniin. Eräässä pistokkeessa on tarpeen leikata urat, joiden läpi kuuma ilma tulee ulos. Tällaiset aukot sijaitsevat kummallakin puolella, ts. On oltava neljä neliöosaa. Kun olet asentanut pistokkeen ilman reikiä suppilon läpi, voit täyttää täyteaineen. Samaan aikaan tulisi ajoittain koputtaa osaa hiekan sulkemiseen. Kun olet kiinnittänyt toisen pistokkeen, voit merkitä taivutuksen, kiinnittää osan ja tuottaa tasaisen lämmityksen. Jos osa on hitsattu, sauma tulisi sijoittaa kaaren ulkopuolelle, jotta vältetään sen ero. Taivutettavan osan värin tulee olla punaisen kirsikan väristä ja putkesta - lentää pois asteikosta.

On suositeltavaa taivuttaa metallituotteita ensimmäisestä lämmityksestä, muuten se voi johtaa elementin lujuuden ja murtumiseen. Jos puiset tulpat on jäähdytyksen jälkeen vaikeasti poistaa, ne voidaan asettaa tuleen ja polttaa hiekkaa.
Tietoja kylmämenetelmän monimutkaisuudesta
Kylmämenetelmän hienoudet:
- Ilman erikoistyökaluja ja lämmitystä kylmänä vuodenaikana taivutusprosessia voidaan helpottaa huomattavasti. Tätä varten vaihtoehtoisesti hiekan menetelmään käytetään vettä täyteaineena. Pistokkeiden täyttämisen ja asentamisen jälkeen tuote altistuu pakkaselle, jotta neste pysyy täysin jäätyneenä. Jäädytetyn veden fysikaalisten ominaisuuksien valossa taivutus on helpompaa.
- Harjojen vammojen välttämiseksi ja käytettyjen voimien pienentämiseksi ehdotetaan, että käytetään profiiliputkea, jonka leikkaus on hieman taivutettu. Tätä varten pienemmän profiilin reunoilla on suurempi profiili, mikä kasvattaa olkapäätä.
- Mastereille suositellaan, että se tekee koetinkin tuotteen tarpeettomasta osasta, mikä antaa käsityksen sen fyysisistä ominaisuuksista ja estää virheitä myöhemmissä kokeissa.
Yhteenvetona edellä esitetystä voidaan tehdä johtopäätöksiä siitä, kuinka tehokas tämä tai se on. On tarkoituksenmukaista kääntyä ammattilaisille, joilla on erityisesti tätä tarkoitusta varten suunnitellut laitteet, jotta saat paremman tuloksen ja säästää aikaa. Jos teos liittyy tuotteiden monipuoliseen taivutukseen, niin miksi ei pidä harkita erikoisvarusteiden hankkimista ja ehkä myös taivutuspalvelujen tarjoamista muille ihmisille. Tässä tapauksessa voit nopeasti palauttaa laitteen.
Vaihtoehtoisesti on mahdollista vuokrata putken taivutuslaite tietyn ajan. Jos kaupungissa on tällainen vaihtoehto, säästät aikaa ja sinun ei tarvitse maksaa liikaa kalliita yrityspalveluja.
Lisätietoja siitä, miten putkea taivutetaan putken taivutinta varten, katso seuraava video.



















