Putken taiputtajat profiiliputkille: suunnitteluominaisuudet ja itsenäinen tuotanto

Putken taivutin on erityinen manuaalisen tyyppinen laite tai tuotantolaite, joka on suunniteltu taivuttamaan eri materiaalien putkea tietyssä kulmassa. Sarjalaitteet eroavat toisistaan toimintaperiaatteessa ja saattavat olla eri tyyppisiä, mutta näiden laitteiden työskentely edellyttää jonkin verran kokemusta.
Voit käyttää alumiinia, kromia, kuparia, tavallista ja ruostumatonta terästä tai muoviputkea, jonka halkaisija on 5 - 1220 mm, tai profiilia, jossa on eri osa. Taivutuskulma - jopa 180 astetta.


Laite ja tarkoitus
Suorakulmaisia, soikeita ja neliön muotoisia putkia kutsutaan muotoisiksi putkiksi. Tällainen kone voidaan valmistaa käsin, ostaa kaupasta tai rakennusmateriaalien markkinoilta. Tässä artikkelissa tarkastellaan, miten tällainen laite voidaan tehdä omin käsin.
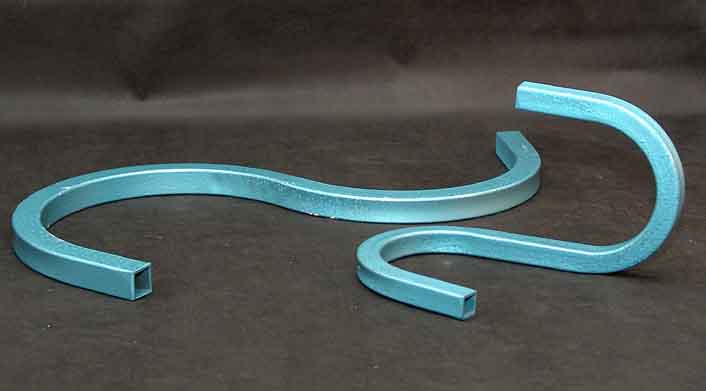
Katoksen, kasvihuoneen rungon, katoksen, metallihuonekalujen ja muiden rakenteiden valmistuksessa on suositeltavaa käyttää taivutettuja putkia, koska tällaisissa putkissa on tasaiset pinnat, joten se on kätevä asentaa kattomateriaali. Kotimaisissa olosuhteissa putkea ei ole helppo taivuttaa ilman muodonmuutoksia ja ryppyjä.


Siksi käytetään putken taivutinta. Useimmissa tapauksissa tämä laite on varustettu hydromekaanisella tai sähkömekaanisella käyttölaitteella. Sen avulla on mahdollista taivuttaa putkea missä tahansa määrin. Osien valmistukseen voit taivuttaa putkia erityisiin tuotantomekanismeihin. Mutta kun otetaan huomioon niiden korkeat kustannukset, on parempi koota putken taivutuskone omin käsin. Kokoonpano tehdään saatavilla olevista ja usein saatavilla olevista materiaaleista. Kevyt rakenne ei vie paljon tilaa autotalliin tai pihalle.
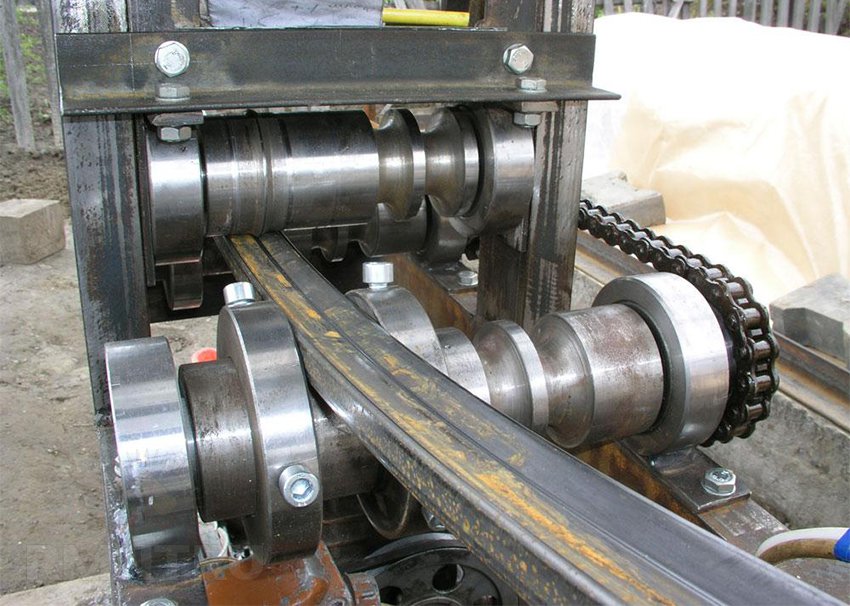
Tällaisen koneen pääasialliset osat ovat akselit (rullat), vipu (liitin), käyttöketju, hydraulisylinteri, pyörimisakseli, laitteen kehys. Kehys voidaan sulkea ja avata. Tällaisen laitteen pääkomponenttia pidetään hydraulisylinterinä, joka suorittaa tehon roolin. Kotitekoisen putken taivuttimen toimintaperiaate on aina sama - työkappale asetetaan rullalle pysähtyy, ja keskellä on pysäytysrulla, joka painaa putkea ja taivuttaa sen haluttuun säteen.

Rullat muodostavat lieriömäisen tai uritetun työkappaleen koosta ja muodosta riippuen. Leveälle ja tasaiselle profiilille on helppo käyttää sileitä rullia, kun tarvitaan suuria ja kapeita uria, joissa on uranohjain. Enemmän kysyntää yleisillä teloilla. Tarvittaessa ohjauskiskot on kiinnitetty putkimaisen alustan päälle. Tämä mekanismi vaatii fyysisen voiman menoja. Koneiden työn helpottamiseksi varustetaan hydrauliset toimilaitteet. Lisäksi niissä on sähkömoottori (single-worm worm). Vaihteiston tyypin valinta riippuu putken halkaisijasta. Tällaiset lisäasennukset mahdollistavat suurten läpimittaisten putkien taivutuksen.


Toimintaperiaate
Profiiliputken taivutus tapahtuu valssauksen tai valssauksen periaatteella. Pienen osan putkien taivuttamiseksi voidaan käyttää yksinkertaisia menetelmiä, jotka eivät vaadi monimutkaisen mekanismin luomista.
Näitä ovat:
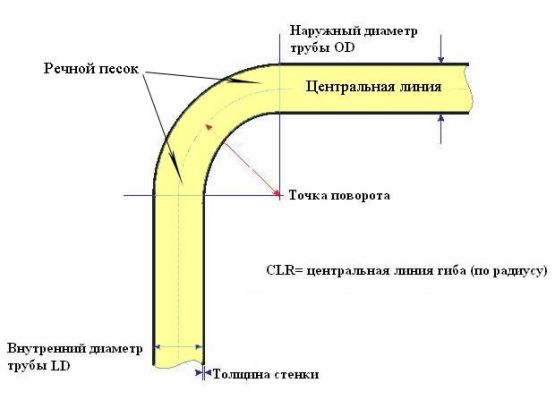
- Täytetään hiekkaa. Valmistetun putken sisäpuoli on täytetty hienolla hiekalla, joka on aiemmin kuivattu ja seulottu. Molemmilla puolilla olevat reiät suljetaan liikenneruuhoilla.Lisäksi putki taipuu halutun muodon kuviossa. Tarvittaessa levyn paikka lämmitetään puhalluslaitteella tai kaasupolttimella punoitukseen saakka. Tämä menetelmä on aikaa vievä, sillä on alhainen laatu ja alhainen tarkkuus.
- Täyttö vedellä. Profiilin taivuttamiseksi vedellä se on ensin pakastettava. Putki suljetaan toisesta päästä tulpalla, täytetään vedellä ja laitetaan kylmään. Kumpaakin putken päätä ei saa missään tapauksessa sulkea tulpalla niin, että jään pidentyessä se ei riko putkea. Seuraavaksi jäädytetty profiili taivutetaan käyttäen mallia. Tämä tekniikka soveltuu hyvin ohutseinäisille kupari- ja alumiiniputkille.

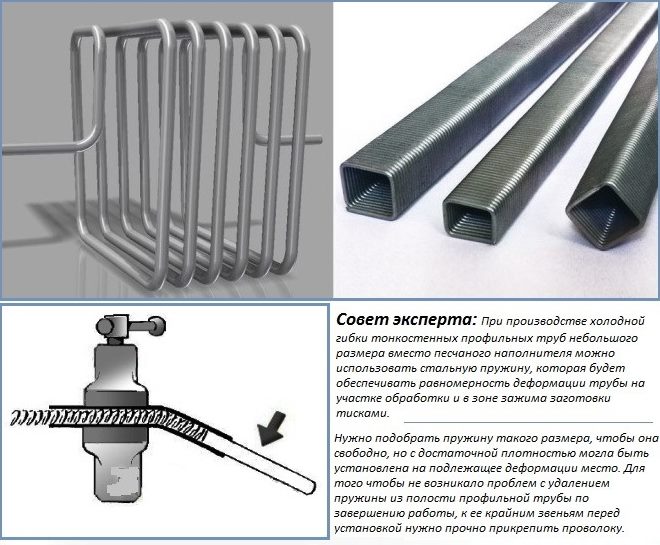
- Keväällä. Aikaisemmin metallilangasta käyristetään kierre, jonka mitat ovat 3-5% pienemmät kuin sisäinen profiiliosa. Jousi on sijoitettu sisään ja putken taivuttamisen jälkeen yksinkertaisesti käyttämällä mallia. Työn päätyttyä jousi poistetaan, tasoitetaan ja sitä voidaan käyttää uudelleen.
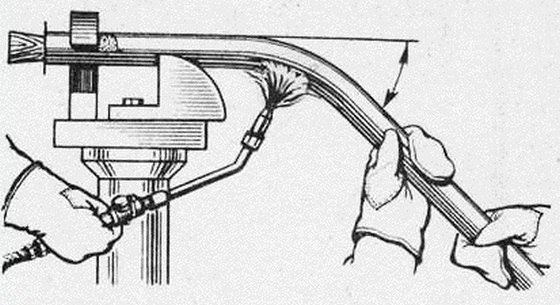
- Hitsaus, leikkaus. Tätä menetelmää käytetään, jos taivutussäde on minimaalinen ja putki on paksuseinäinen. Suunnitellun taivutuksen sisäpuolelta segmentit leikataan aikaisemmin tuotettujen geometristen laskelmien mukaan hiomakoneen avulla. Putki on kallistettu haluttuun säteen, ja leikkausten yhdistetyt sivut hitsataan hitsauskoneella. Esteettisiin tarkoituksiin hitsaussaumat jauhetaan hiomakoneella.


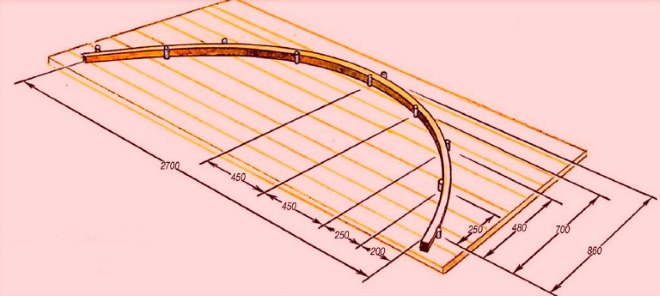
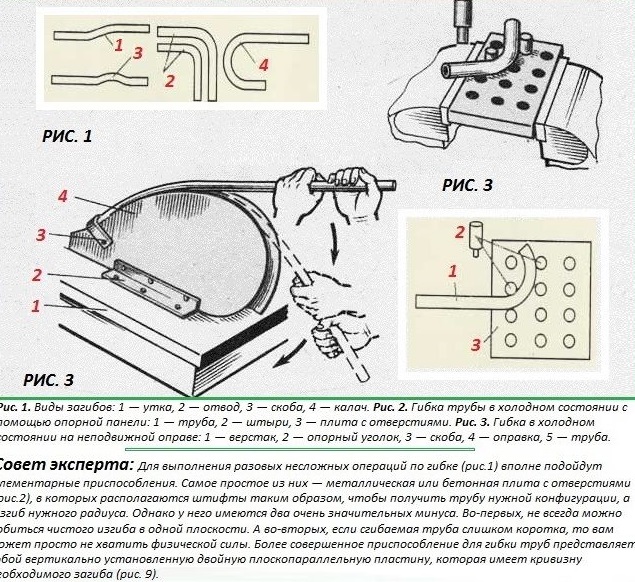
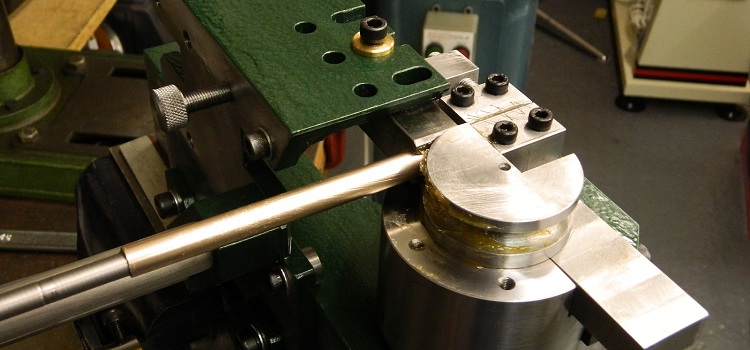
- Yksinkertaisin muotoilu on putken taivutus mallin avulla. Tämä menetelmä on tarkoitettu samantyyppisten aihioiden valmistukseen suurina määrinä. Tällaisten mallien valmistuksessa käytetään puulevyjä, joiden paksuus on vähintään 2-3 cm, minkä tahansa materiaalin rajoittimet (sivut) asennetaan valmiiden näytteiden reunoille siten, että profiili ei liu'u työn aikana. Järjestelmän kiinnittäminen lattiaan tai mihin tahansa tasoon määrittää metalliprofiilin painotuksen. Kun se on rakennettu alasin ja mallin väliin, paina vastakkaista päätä varovasti ja varmistaa tasainen paine koko tasossa. Putken puristamisen helpottamiseksi käytetään ylimääräistä vipua, vinssiä. Tämä menetelmä sopii profiiliin, jonka halkaisija on enintään 1 tuuma. Kun käytetään suurempaa profiilia puupohjan sijasta, käytetään vahvistustuotteita, jotka säilyttävät halutun säteen, ne kiinnitetään betonialustaan.

Tämän menetelmän etuna on sen alhainen hinta ja helppokäyttöisyys, mutta työkappaleiden tarkkuus ja laatu käsittelyn aikana erottuvat alhaisilla hinnoilla. Lisäksi sinun on tuotettava uusi kuvio joka kerta, kun haluat taivuttaa eri säteen. Tämä vaihtoehto soveltuu hyvin alumiini- ja kupariputkien taivuttamiseen.
Edellä esitetyt menetelmät toimivat lihaksen lujuuden avulla, joten niitä käytetään vain pienitiiviisiin ohutseinäisiin profiileihin. Suuremmille poikkileikkauksille tarvitaan erikoiskoneita, joissa on sähkömekanismi. Tämä ei kuitenkaan tarkoita sitä, että on välttämätöntä ostaa tuotantokoneisto ilman epäonnistumista. Manuaalinen vaihde on helppo asentaa itse.

Koneiden tyypit
Käytön vaatimusten mukaan on kiinteitä (kiinteitä) ja käsikäyttöisiä koneita. Kiinteissä rakenteissa käytetään enemmän tehtaita. Käsin tehty käsin tehty laite soveltuu paremmin kotitaloustöihin.
Taajuusmuuttajasta riippuen on olemassa erilaisia putken taivutuslaitteita:
- hydraulinen (hydrauliliitäntä). On paikallaan ja käsin. Taivuta putkia, joiden halkaisija on enintään 3 tuumaa. Tällaisia koneita käytetään erikoisaloilla ja ne voivat tehdä vaikuttavan määrän työtä.
- Mekaaninen. Paine muodostetaan manuaalisesti pääruuvilla tai vipulla.
- Sähkö. Taivutus tapahtuu sähkömoottorin kustannuksella), joka soveltuu kaikkien putkien taivuttamiseen - sekä ohuilla että paksuilla seinillä. Elektroniikan ansiosta tehdään tarkat laskelmat taivutuskulmasta. Tällaisilla putkilla ei ole muodonmuutoksia.
- Electro. Hydraulisylinteri toimii sähkömoottorilla.



Putken taivutuskoneet putken taivutuskykyyn jaetaan mekanismeihin, jotka toimivat putkilla, joiden halkaisija on enintään 16 mm, 20 mm, 32 mm, 50 mm, 76 mm.
Putkea on mahdollista taivuttaa eri tavoin.
Tässä suhteessa taivutusmenetelmän taivutukset on jaettu seuraaviin:
- Segmentti. Ne toimitetaan erikoislaitteella, joka samanaikaisesti vetää ja taivuttaa työkappaletta halutulla kulmalla segmentin ympäri.
- Koneen poikittaiskuva. Varustettu erityisellä mekanismilla, joka koostuu taivutusosasta.

- Jousilaitteet. Varustettu jousilla. Tällaisissa koneissa on mahdollista käsitellä metalliosia.
- Saatana. Sisältää ohjaimen, joka on sijoitettu putken sisään ennen työn aloittamista. Tällainen elementti, jossa on karva, suojaa osaa muodonmuutokselta ja litistymiseltä. Tätä konetta käytetään autojen putkien valmistukseen ja alumiiniputkien taivuttamiseen.
- Lint ilmaiseksi Taivutus suoritetaan kiertämällä osa taivutusrullalle.

Työkappaleen, joka on taivutettava, pituus käyttää kahta tyyppistä laitetta:
- vipukoneet;
- liikkuvat laitteet.
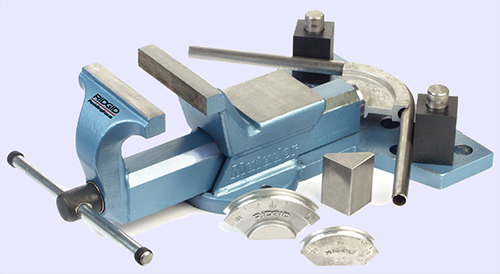
Vipu-tyyppisiä laitteita pidetään yleisimpinä. Saatavana myös teollisuustuotannossa ovat ruoho- ja poikkiputkiliittimet. Tällaisten koneiden toimintaperiaate koostuu kahdesta ohjaustelasta ja painemittarista (tuurnasta). Tällainen mekanismi mahdollistaa pyöreiden metalliputkien kylmäkäsittelyn pienillä alueilla. Pienen koonsa vuoksi crossbow-taivutinta pidetään tavallisimpana teknisen viestinnän asentajien joukossa. Laite sai nimensä johtuen siitä, että muotoilu on samanlainen kuin ristikkäin.
Mutta tällainen menetelmä johtaa putkeen, joka kulkee oikeudenmukaisesti veneen ulkoreunan säteellä, mikä vaikuttaa seinämän paksuuden pienenemiseen ja sen murtumiseen. Erityisesti poikittaismenetelmä ei sovellu ohutseinäisten putkien taivuttamiseen.

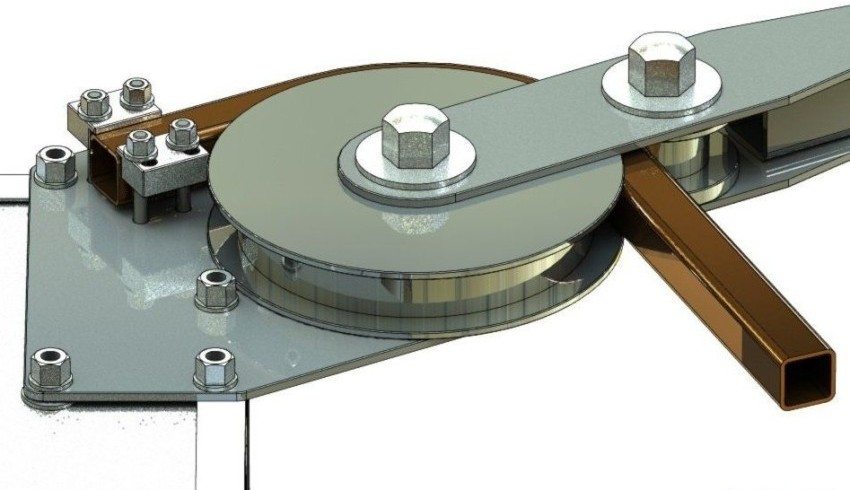
Merkittävän määrän monotyyppisiä osia, joilla on pieni taivutussäde, voidaan valmistaa putken taivutin-etana. Tämä laite koostuu kahdesta eri halkaisijaltaan (akselille kiinnitetystä) hihnapyörästä. Kun putken toinen pää kiinnitetään pyörään, pienimmän halkaisijan omaava rulla (pääpyörä) paineistaa työkappaleen samalla kun rullaa rullaa työkappaleen osan yli. Koska putki taivutetaan suuren hihnapyörän pintaan, saa sen muodon. Tämän menetelmän ainoa haittapuoli on suurempien säteiden poimiminen käyrille.
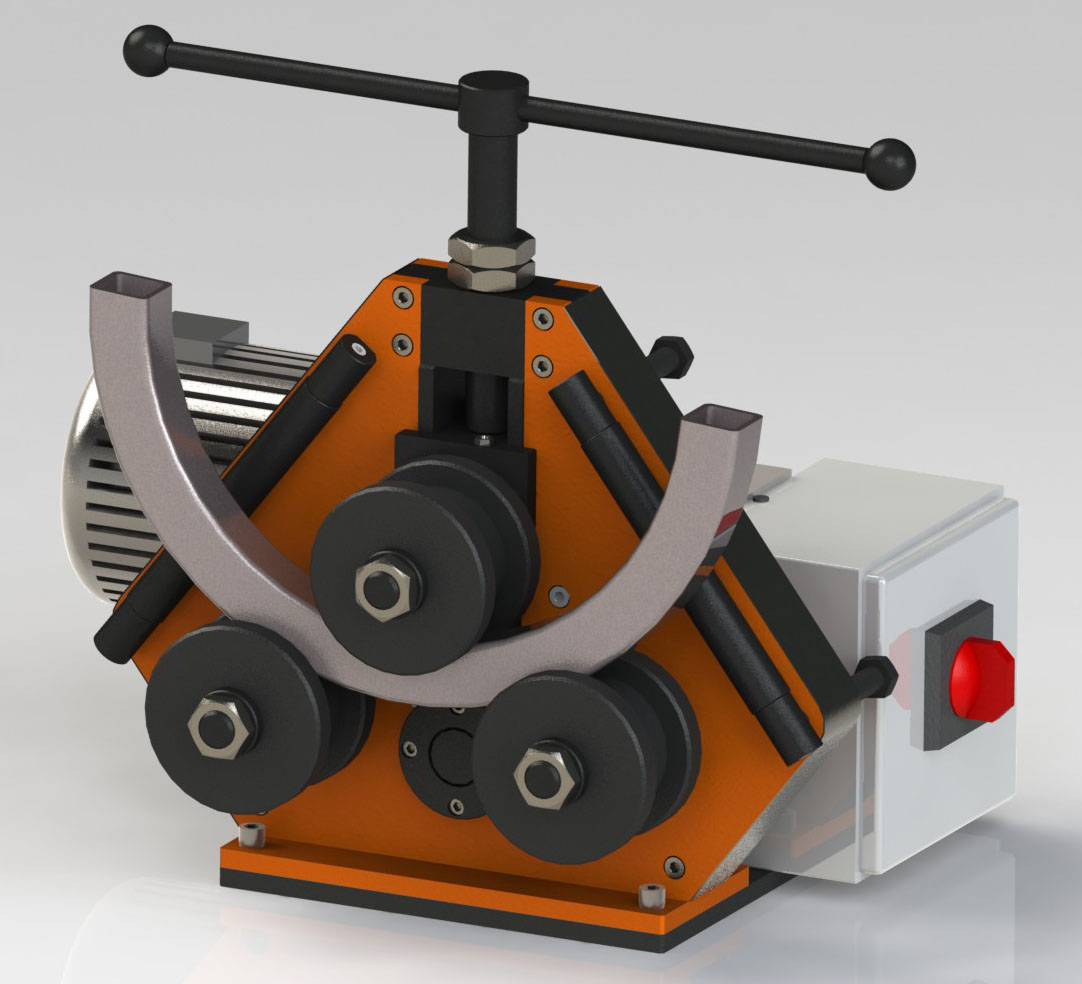
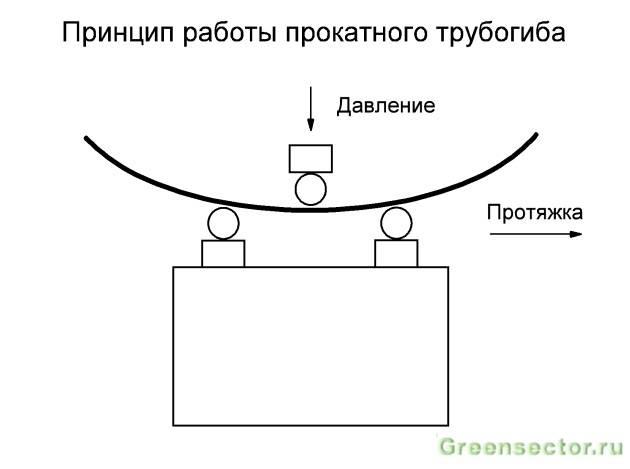
Käytännöllinen ja monipuolinen työ on valssauskoneita, käsin tehty, jossa voit säätää metalliputken muodonmuutoksen kulmaa. Liikkuvan koneen yksinkertaisin järjestelmä koostuu alustasta ja siihen kiinnitetystä käyttöakselista, jotka sijaitsevat tietyllä etäisyydellä toisistaan. Paine kohdistuu putkeen liikkuvalla telalla ja sen vetäminen suoritetaan kiertämällä pääakseleita. Kun luot pieniä säteitä, sinun täytyy suorittaa 50-100 juoksua. Muodonmuutoksen välttämiseksi sinun pitäisi rullata tuote samalla nopeudella. Valssausmekanismin koottaminen itsenäisesti kotimaisessa ympäristössä on vaikeaa, koska kääntäminen ja hitsaus vaaditaan.


Tarvittavat työkalut ja materiaalit
Ensin on kehitettävä oikea kaavio (piirustus) tarkoilla mittauksilla ja tarvittavilla materiaaleilla. Ennen koneen kokoamista määritämme, mikä profiilin taivutussäde on tarpeellisempi. Tämän perusteella valitse juoksupyörän koko.
Kotitekniikan piirustusta laadittaessa on noudatettava pääsääntöä - rakenteen vahvuutta ja keveyttä. Tarvitaan myös seuraavia sähkötyökaluja: hitsauskone, ruuvimeisseli, bulgarialainen, leikkuu- ja hiomalaikka, vasara, varapää, porakone.

Rakentaminen
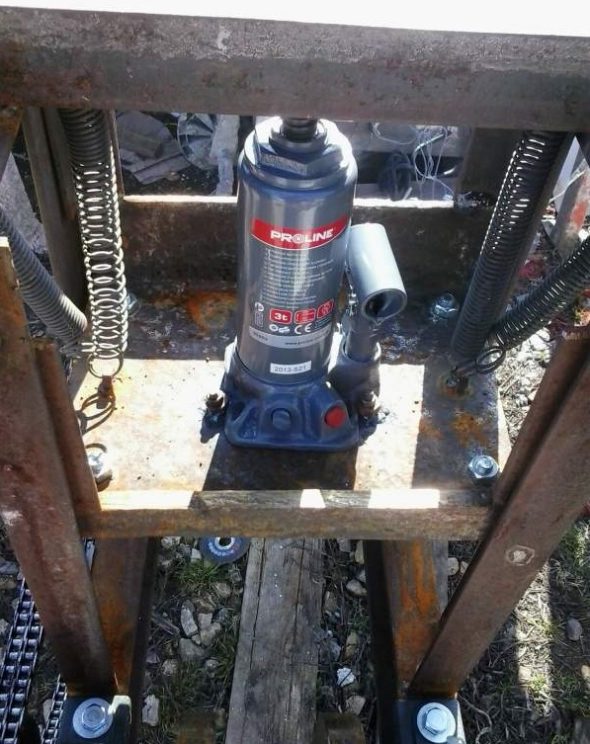
On mahdollista rakentaa hydraulikone, jolla voidaan taivuttaa kaksi kanavan osaa, 4 kulmaa ja 2 osaa sormia traktorin radalta. Putken taipuma muodostaa tavallisen hydraulivivun (jack) vähintään 5 tonnin voimalla. Sen päälle on asennettu metallikenkä. Se voidaan tilata ja ostaa turnerista tai tehdä vanhasta hihnapyörästä. ”Tricklen” leveyden tulisi vastata profiilin leveyttä. Leikkaamalla puolet hihnapyörästä ja poraamalla se pistorasiaan, saamme hydromekaanisen käyttöjärjestelmän. Kotitekniikan pohja on 4 kulmaa (hylly 60-80 mm), jotka on kiinnitetty metallilevyyn. Kaksi kanavaa hitsataan ylempiin kulmiin samanaikaisesti. Aukot porataan symmetrisesti kanavaseinämiin aihion taivutuskulman säätämiseksi.
Tällainen kone on erittäin helppokäyttöinen. Kanavan rei'issä on kaksi metallia sormea ja laitetaan rullat pysähtymään. Kenkäpistoke on nostettu siten, että profiili sopii sen ja pysähdysten väliin. Asennuksen jälkeen putket toimivat nostokahvan päällä ja muodostavat halutun mutkan.

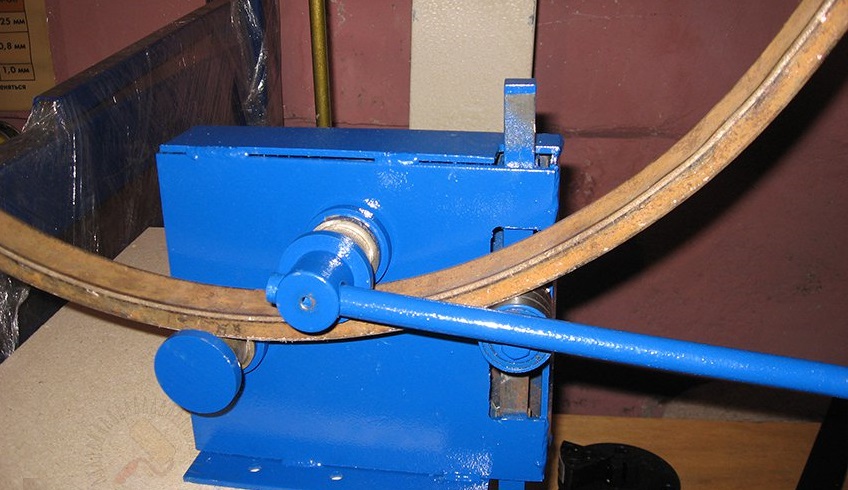
Putken taivutin voidaan suunnitella myös omin käsin. Sen rakentamiseen tarvitaan kaksi lineaarista metriä kanavaa (seinän taso 15-20 cm), joka on teline ja pohja. Telojen osalta voit käyttää 6 pientä metalliputkea, jotka toimivat laakereiden pidikkeenä. Tästä syystä putken sisäisen koon on vastattava laakerin ulkoista arvoa. Kun turner tekee akseleita taivutusrullille, jatka kerroksen kokoonpanoon.
Välikahvan akseliin kiinnitetyn kahvan pyörimisen vuoksi suoritetaan profiiliputken taivutus. Profiilin taivutussäde on mahdollista asettaa kääntökanavan kallistuksen ja reunojen varrella olevien rullien avulla. Tätä tarkoitusta varten rullia ei hitsata runkoon, vaan ne ovat liukuvia. Hydrauliliitäntä voidaan vaihtaa autolla.
Yksinkertaisinta konetta varten tarvitaan seuraavat osat:
- jack;
- vahvat jouset;
- teräsprofiilit runkokokoonpanoon;
- rullat (akselit) - kolme kappaletta;
- ketju.
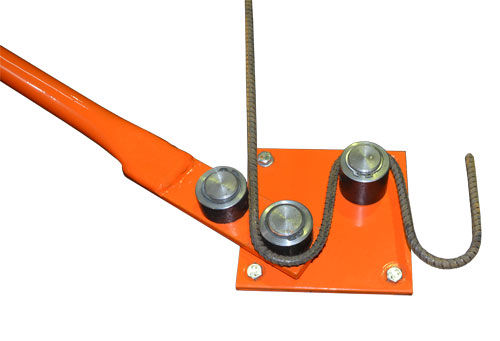
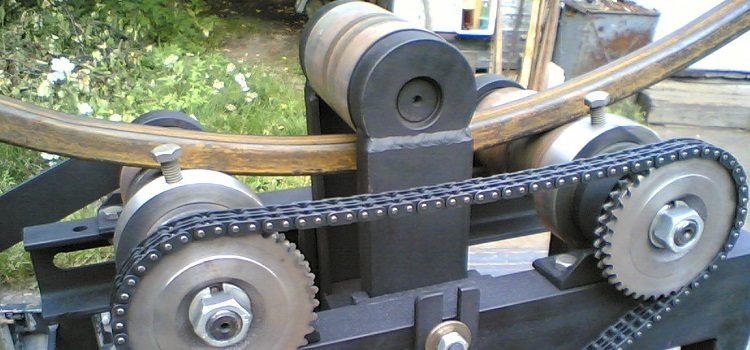
Kerää sitten laite. Asennamme vahvan rungon, jonka yksityiskohdat liitetään hitsaamalla tai pultteilla. Piirustuksen mukaan aseta pyörimisakseli ja rullat. Akselit on kiinnitetty siten, että molemmat ulommat akselit sijaitsevat keskimmäisen yläpuolella ja muodostavat kaaren. Telojen välinen etäisyys määrittää profiiliputken taivutussäteen. Tällaisen mekanismin käyttämiseksi käytetään ketjunsiirtoa, joka koostuu kolmesta vaihteesta ja vanhasta ketjusta (auton, moottoripyörän tai muun laitteen varaosat). Jotta koko koottu järjestelmä saataisiin käyttöön, tarvitset kahvan, joka kiinnittyy johonkin telaan (akseleihin) ja luo tarvittavan pyörimisvoiman.


Profiiliputken taivutuskone voidaan myös luoda käsin. Tätä mekanismia varten sänky koostuu kanavasta, jonka pituus on 77 ja korkeus 10 cm.
Asennamme rakentamisen ohjeiden mukaisesti:
- 5 mm leveistä metalliliuskoista leikataan pieniä akseleita varten 4 pääjalustaa, ja profiili liikkuu niiden läpi. Yläpäässä lohko leikkaa rullan pyörimisakselin aukon. Telineiden koko - 5 * 10 cm.
- Telineet on kiinnitetty kanavaan hitsauslaitteella, joka pitää 30 cm: n etäisyyden, ja telojen telat löytyvät rakennusmateriaalimarkkinoista.
- Seuraavaksi koneen alla oleva levy leikataan 8 mm paksuisesta metallilevystä. Levyn koko on 25 * 25 cm, levyyn on asennettu keskirulla, jota pyörittää, jolloin profiili liikkuu.
- Levyjen päissä on 10 mm: n leveitä puupaloja, jotka on kiinnitetty superglueella. Se, että rulla ei kääntynyt kääntymään levylle, nämä tuet ovat välttämättömiä.


- Telan asentamiseen tarvitaan 2 laakeria, joiden syvyys akselin akseli pyörii.Laakerit on kiinnitetty ruuveilla tukien sisäpuolelta poratuissa aukoissa.
- Sitten sinun täytyy tehdä neljä 40 cm: n pituista telinettä käyttäen 50. kulmaa ja kiinnitä ne hitsaamalla levyn reunoille pääakselilla, kiinnittämällä se koneen asemaan (kanavapalkki). Levy asetetaan pylväiden keskiosaan, jolloin telojen akseleiden välinen etäisyys on sama kuin sen profiilin koko, jolla aiot työskennellä.
- Pistotulpat leikataan 8 mm: n metallilevystä, niiden hitsaus on kiinnitetty telineiden yläosaan. Sitten sinun täytyy tehdä levy koneen kannen alle, jossa säätöruuvi on asennettu. Levyn sisäpuolelta porataan reikä, joka vastaa käytetyn ruuvin halkaisijaa.


- Pistokkeissa on porattuja reikiä ruuveille (halkaisija 10 mm) ja peitelevy on kiinnitetty telineisiin.
- Aukko leikataan aukkoon ja ruuvataan kantapää, jonka keskellä kiristysruuvi pyörii.
- 15 mm: n kulma hitsataan levylle, joka on ulkoinen ruuvipysähdys. Kulmassa ruuvin alla on porattu aukko, kantapään synkroninen akseli. Oikea kierre leikataan aukossa.
- Pääakselin kahva kiinnitetään edelleen ja kiinnitetään telan akseliin. Kahva voidaan valmistaa kaihtimien venttiilistä tai halutun pituisen vahvikekappaleen avulla.


Kokoonpanotekniikka
Suojellaksesi rakennetun rakenteen kosteudesta, se on peitetty erityisellä ratkaisulla, joka suojaa ruosteelta ja maalaa. Hydraulikoneissa on mahdollista suorittaa eri materiaalien muotoisten putkien taivutus ja paksuseinäiset tuotteet. Suorita samanlainen menetelmä, mahdollisesti kylmä ja kuuma (putken esilämmitys) menetelmä. Kuuman menetelmän tarkoitus - putki lämmitetään ulkona tai kuumalla ilmalla johdetaan putkeen, mikä lisää sen plastisuutta, taivutuslaatuindikaattorit kasvavat. Kylmä - tämä menetelmä on yksinkertainen, sitä käytetään muoviputkissa.
Ennen taivutusta tällaiset putket on täytetty suolalla, öljyllä, hiekalla, vedellä, mikä tekee mahdolliseksi tuottaa kaikkein laadukkaimman mutkan ilman merkittävää vahinkoa putkelle.

Hyödyllisiä vinkkejä
- Erilaiset irrotettavat rullat tarjoavat mahdollisuuden työskennellä sekä muotoiltuun putkeen että pyöreään.
- Taivutusmekanismiin oli monikäyttöisimpiä, työntörullia, on toivottavaa liikkua. Tästä johtuen on mahdollista muuttaa putken tauon sädettä.
- Jos taivutus suoritetaan mallipohjalla, niin putken sovittamiseksi näytteeseen on mahdollista käyttää rauta-koukkuja pysäyttämiseen.
- Jos profiiliputki on taivutettava suurimman säteen alle, on oikeampaa käyttää kolmirullista putken taivutinta.
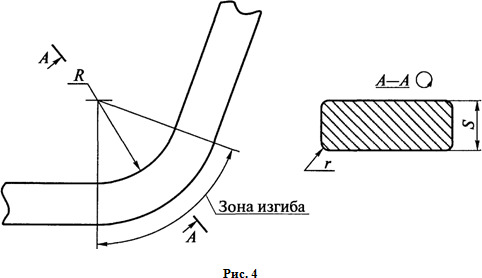
- On syytä muistaa, että profiilin taivutuspaikassa menettää vahvuutensa. Tästä syystä, jos käytetään kulmia, jotka ovat lähempänä 90 astetta, on parasta leikata putki ja antaa hitsauksen avulla haluttu taivutuskulma.


- Jokaisen tehtaan koneeseen on liitetty yksityiskohtainen käyttöohje, jossa on ilmoitettu kaikki laitteen ominaisuudet ja tekniset tiedot. Jotta kone voisi toimia pitkään ja ilman häiriöitä, on tarpeen tutustua ohjeisiin ennen työn aloittamista.
- Älä unohda henkilökohtaisia suojavarusteita. Jauhatuskoneen käytön aikana on käytettävä lasia tai turvakilpiä ja hitsattu kotelo erityisissä vaatteissa, käsineissä ja hitsausmassissa.
Seuraavassa videossa löydät täydelliset ohjeet putken taivuttimen asentamisesta kotiin.



















